
This instruction manual is intended to be a guide when operating the RFlex Press. To ensure optimal performance from your welder, please follow the recommendations and specifications precisely.
Table of Contents
- Chapter 1: Intended Use
- Chapter 2: Safety Signs and Pictographs
- Chapter 3: Technical Data
- Chapter 4: Technical Description
- Chapter 5: Assembly and Installation
- Chapter 6: Operation
- Chapter 7: Selection Of Weld Parameters
- Chapter 8: Maintenance
- Chapter 9:
Occupational Health & Safety
- Chapter 10: Electrical Documentation
- Chapter 11: Pneumatic Documentation
- Chapter 12: General Instructions
- Chapter 13: Appendices
- Chapter 14: Additional Machine Documents
For more technical information regarding this machine call our Resolution Center at 1-855-888-WELD or email service@weldmaster.com.
1.0 Machine Overview/Intended Use
The RFlex Press is the smallest machine in our Radio Frequency machine line. It is robustly constructed and designed for accuracy and long life and features a very robust steel-headed mounting slide, formed with a double "V" mechanism.
For ‘seaming’ work, a small tool mount is recommended to give good visibility and access to the work area. For other applications, a large mount can be supplied giving rigid support over a wide tool area. Facilities are also available to increase the throat space, where excess materials have to be positioned behind the tooling.
The machine is widely used in the medical, automotive, and clothing industries for welding small, add-on parts, like tubing, air and fluid valves, hooks, grommets, plates, etc. RFlex Press has an HF power output from 0.5 to 4 kW. The machine is the perfect tool for auxiliary production where precision, manual approachability, durability, and strength are key. Miller Weldmaster always puts quality, precision, efficiency, safety, and design simplicity first.
THE MOST IMPORTANT MACHINE FEATURES:
- the machine routine maintenance is very simple;
- the pressing can be precisely adjusted;
- the manufacturer installed the emergency button on the control panel;
- the machine is equipped with the signal light column so as to enhance the operator’s safety when the machine is on;
- the operator can programme and control the machine’s duty cycle due to the HMI touch-sensitive panel;
- the programming tool enables the operator to enter in the system such parameters as: the weld time and power along with the cooling time;
- using the HMI panel installed on the machine the operator can save many weld programmes for different kinds of materials, let alone the ones used for work with different types of electrodes;
- the machine is fitted out with the additional grounding electrode so as to protect the user against the increased level of HF non-ionizing radiation emitted by the machine;
- ZTG HF AutoTuning System™ - the machine is equipped with the automatic output power control system in order to increase the operator’s safety;
- ZTG SafeDOWN™ - the machine is furnished with the system which should effectively protect the operator against the electrode when it is being lowered;
- ZTG Flash™ - another machine’s system which is supposed to protect the electrode and the raw material being welded from the possible damage caused by an arc-over;
- All machines have received the CE Certificates of Conformity
HIGH FREQUENCY TECHNOLOGY:
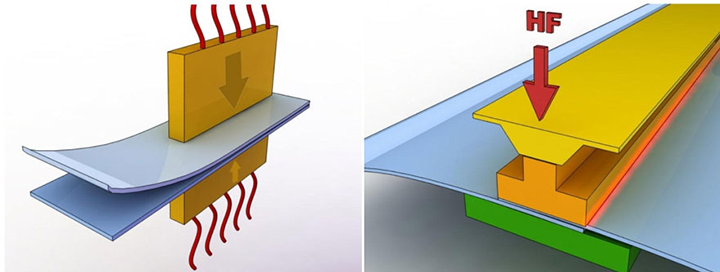
High Frequency Welding, known as Radio Frequency (RF) or Dielectric welding, is the process of fusing materials together by applying radio frequency energy to the area to be joined. The resulting weld can be as strong as the original materials.
HF Welding relies on certain properties of the material being welded to cause the generation of heat in a rapidly alternating electric field. This means that only certain materials can be welded using this technique. The process involves subjecting the parts to be joined to a high frequency (most often 27.12MHz) electromagnetic field, which is normally applied between two metal bars. These bars also act as pressure applicators during heating and cooling. The dynamic electric field causes the molecules in polar thermoplastics to oscillate. Depending on their geometry and dipole moment, these molecules may translate some of this oscillatory motion into thermal energy and cause heating of the material. A measure of this interaction is the loss factor, which is temperature and frequency dependent.
Polyvinylchloride (PVC) and polyurethanes are the most common thermoplastics to be welded by the RF process. It is possible to RF weld other polymers including nylon, PET, PET-G, A-PET, EVA and some ABS resins, but special conditions are required, for example nylon and PET are weldable if preheated welding bars are used in addition to the RF power.
HF welding is generally not suitable for PTFE, polycarbonate, polystyrene, polyethylene or polypropylene. However, due to the impending restrictions in the use of PVC, a special grade of polyolefin has been developed which does have the capability to be RF welded.
The primary function of HF welding is to form a joint in two or more thicknesses of sheet material. A number of optional features exist. The welding tool can be engraved or profiled to give the entire welded area a decorative appearance or it can incorporate an embossing technique to place lettering, logos or decorative effects on the welded items. By incorporating a cutting edge adjacent to the welding surface, the process can simultaneously weld and cut a material. The cutting edge compresses the hot plastic sufficiently to allow the excess scrap material to be torn off, hence this process is often referred to as tear-seal welding.
 ATTENTION: The manufacturer will not be held liable for any damage or injuries occurring from any inappropriate use of this machine.
ATTENTION: The manufacturer will not be held liable for any damage or injuries occurring from any inappropriate use of this machine.
ATTENTION: In order to use the machine an optimum and safe way, please read carefully and follow all the instructions included in this Operation & Maintenance Manual.
ATTENTION: All operatives, trained in operational safety, operating procedures and welding machine risk, as well as those qualified to operate the welding machine, are requested, by the Contractor, to sign, with their legible signature, the attached form.
ATTENTION: The high-frequency welding machine was designed and produced in a version which is unsuitable for persons with disabilities. Where the machine is to be operated by disabled persons, the machine should be properly adapted after consultation with the manufacturer.
2.0 Safety Signs and Pictographs
2.1 General Information
In order to use the welder in an optimum and safe way, please read carefully and follow all the instructions included in this Operation & Maintenance Manual, also particularly all warning, prohibition, restriction and order information and signs.
On the basis of the information included in this Operation & Maintenance Manual, the Client must elaborate Workstation Manuals for employees.
The Client is fully, legally and materially liable for any and all events resulting from insufficient knowledge of this Operation & Maintenance Manual or failure to conform to the principles of the Occupational Health & Safety.
WARNINGS PUT ON THE DEVICES AND/OR DESCRIBED IN SUBSEQUENT Operation and Maintenance Manual BEING ACQUAINTED WITH THEM IS STRICTLY OBLIGATORY.  ATTENTION: Before getting into any work of any person operating HF welding machine it is obligatory to become acquainted with the Operation and Maintenance Manual.
ATTENTION: Before getting into any work of any person operating HF welding machine it is obligatory to become acquainted with the Operation and Maintenance Manual.
ATTENTION: Any receiver or person authorized by the receiver on the basis of the hereby Operation and Maintenance Manual and proper characteristic of production-technology is obligatory due to issue WORKSTAND MANUAL for operators.
ATTENTION: High frequency welding machine can be operated ONLY by workers that have been trained in servicing the device and INDUSTRIAL SAFETY with the special consideration of possible risk coming from the machine.
ATTENTION: During the whole working life of the machine, the device Manufacturer suggests to the Purchaser using the trained service personnel provided by the Manufacturer or any service teams authorized by the Manufacturer.
ATTENTION: Manufacturer strongly recommends to install the welding machine only in industrial environment.
ATTENTION: The machine must be properly leveled and must have a fixed place of operation.
ATTENTION: Careless handling of the machine during transportation (moving) may result in serious injuries or accidents.
 ATTENTION: The generator is powered by the dangerous for life voltage of power grid 3 x220 VAC; 50 Hz. The device has the high voltage up to 5000 VDC. All service or prevention activities can be executed only by the trained personnel with the authority required by the law.
ATTENTION: The generator is powered by the dangerous for life voltage of power grid 3 x220 VAC; 50 Hz. The device has the high voltage up to 5000 VDC. All service or prevention activities can be executed only by the trained personnel with the authority required by the law.
ATTENTION: Purchaser should necessary take care of proper execution and regular prevention control of anti-electric shock protection installation for each device that is in use. All responsibility in this matter is on the Purchaser 's side.
ATTENTION: The lamp voltage must be the same as specified in the datasheet of product – it is possible to adjust it using branches on the primary side of the incandescent transformer.
ATTENTION: The lamp must be preheated for about an hour after the installation.
 ATTENTION: Any work in within the zone of the active pressing unit of the press, ie. device replacement can be executed with special precaution measurements only by trained service team.
ATTENTION: Any work in within the zone of the active pressing unit of the press, ie. device replacement can be executed with special precaution measurements only by trained service team.
 ATTENTION: Emergency stop of the machine is possible at any moment by pressing the EMERGENCY STOP button (the red button on yellow background).
ATTENTION: Emergency stop of the machine is possible at any moment by pressing the EMERGENCY STOP button (the red button on yellow background).
 ATTENTION: The working environment of the machine, the floor, and the manual holders and grips must be always clean and free of any contamination, grease, or mud, in order to reduce the risk of slipping or falling to the minimum possible level.
ATTENTION: The working environment of the machine, the floor, and the manual holders and grips must be always clean and free of any contamination, grease, or mud, in order to reduce the risk of slipping or falling to the minimum possible level.
CAUTION: Unplug the machine before removing any access panels or opening doors. All guards and access panels must be in place before operating this machine.
 ATTENTION: The temperature of the electrode is up to 100 °C. Therefore, when touched one can be burnt.
ATTENTION: The temperature of the electrode is up to 100 °C. Therefore, when touched one can be burnt.
 ATTENTION: The lamp contains rare-earth metals and rare-earth metal oxides that are highly toxic. In the event of breaking, the lamp must be disposed of with utmost care and with the help of specialized services.
ATTENTION: The lamp contains rare-earth metals and rare-earth metal oxides that are highly toxic. In the event of breaking, the lamp must be disposed of with utmost care and with the help of specialized services.

 ATTENTION: High-frequency welding machine is the source of non–ionic electromagnetic radiation. After installation of the machine at buyer's place, non-ionic radiation measurement must be done. The radiation measurements should be done by an authorized company.
ATTENTION: High-frequency welding machine is the source of non–ionic electromagnetic radiation. After installation of the machine at buyer's place, non-ionic radiation measurement must be done. The radiation measurements should be done by an authorized company.
 ATTENTION: High-frequency welding machines must work in a firm working place as transposition requires new measurements of non-ionic radiation intensity.
ATTENTION: High-frequency welding machines must work in a firm working place as transposition requires new measurements of non-ionic radiation intensity.
 ATTENTION: It is forbidden for people with an implanted pacemaker to stay in the zone of active radiation.
ATTENTION: It is forbidden for people with an implanted pacemaker to stay in the zone of active radiation.
ATTENTION: The manufacturer suggests not to employ any pregnant or nursing woman in the zone of active non-ionic radiation.
ATTENTION: The high frequency welding machine was designed and produced in a version which is unsuitable for persons with disabilities. Where the machine is to be operated by disabled persons, the machine should be properly adapted after consultation with the manufacturer.
 IT IS FORBIDDEN to execute any work at the welder by people without being previously trained in high-frequency machine service and Industrial Safety regulations with special consideration of possible risk coming from the machine.
IT IS FORBIDDEN to execute any work at the welder by people without being previously trained in high-frequency machine service and Industrial Safety regulations with special consideration of possible risk coming from the machine.  IT IS FORBIDDEN to turn on the machine by workers without being previously trained in service and Industrial Safety regulations.
IT IS FORBIDDEN to turn on the machine by workers without being previously trained in service and Industrial Safety regulations.  IT IS FORBIDDEN to assembly, dismantle or transport the machine and power tube by personnel without proper qualifications or without being acquainted with safety requirements described in hereby Operation and Maintenance Manual. Such actions may cause accidents or material damage. .
IT IS FORBIDDEN to assembly, dismantle or transport the machine and power tube by personnel without proper qualifications or without being acquainted with safety requirements described in hereby Operation and Maintenance Manual. Such actions may cause accidents or material damage. .  IT IS STRICTLY FORBIDDEN to execute any service or prevention work without previously disconnecting the generator and machine from power supply.
IT IS STRICTLY FORBIDDEN to execute any service or prevention work without previously disconnecting the generator and machine from power supply. IT IS STRICTLY FORBIDDEN to make any attempts to touch electrodes or elements of pressing unit in press. Touching them while welding or may cause burns by high frequency current or high temperature ~ 100 oC. IT IS STRICTLY FORBIDDEN to take up any actions that can decrease safety status of the machine, ie. working with open protection cover, blocking key buttons, etc.IT IS FORBIDDEN for pregnant or nursing woman to stay in the zone of active non-ionic radiation.
IT IS STRICTLY FORBIDDEN to make any attempts to touch electrodes or elements of pressing unit in press. Touching them while welding or may cause burns by high frequency current or high temperature ~ 100 oC. IT IS STRICTLY FORBIDDEN to take up any actions that can decrease safety status of the machine, ie. working with open protection cover, blocking key buttons, etc.IT IS FORBIDDEN for pregnant or nursing woman to stay in the zone of active non-ionic radiation. IT IS STRICTLY FORBIDDEN for people with implanted pacemaker to stay in the zone of active non-ionic radiation.
IT IS STRICTLY FORBIDDEN for people with implanted pacemaker to stay in the zone of active non-ionic radiation. IT IS FORBIDDEN for people with metal-orthopedic implant to stay in the zone of active non-ionic radiation.
IT IS FORBIDDEN for people with metal-orthopedic implant to stay in the zone of active non-ionic radiation. IT IS FORBIDDEN to bring in the zone of active non-ionic radiation metal tools.
IT IS FORBIDDEN to bring in the zone of active non-ionic radiation metal tools. IT IS STRICTLY FORBIDDEN to fight any fire at the generator and machine using water or other liquid.
IT IS STRICTLY FORBIDDEN to fight any fire at the generator and machine using water or other liquid. IT IS STRICTLY FORBIDDEN to remove protection covers while the machine is operating.
IT IS STRICTLY FORBIDDEN to remove protection covers while the machine is operating. IT IS STRICTLY FORBIDDEN to hose down the machine during operate or go down the system.
IT IS STRICTLY FORBIDDEN to hose down the machine during operate or go down the system. IT IS FORBIDDEN to pour away oils, solvents or other toxic liquiud waste in the surroundings of operating machine.
IT IS FORBIDDEN to pour away oils, solvents or other toxic liquiud waste in the surroundings of operating machine. IT IS FORBIDDEN to use the cellphone in the surroundings of operating machine.
IT IS FORBIDDEN to use the cellphone in the surroundings of operating machine. IT IS FORBIDDEN to use fire in the surroundings of operating machine.
IT IS FORBIDDEN to use fire in the surroundings of operating machine. IT IS FORBIDDEN to smoke in the surroundings of operating machine.
IT IS FORBIDDEN to smoke in the surroundings of operating machine. IT IS FORBIDDEN to drink the alcohol in the surroundings of operating machine and operate all the devices by drunk workers.
IT IS FORBIDDEN to drink the alcohol in the surroundings of operating machine and operate all the devices by drunk workers. IT IS FORBIDDEN to consume in the surroundings of operating machine.
IT IS FORBIDDEN to consume in the surroundings of operating machine. IT IS MANDATORY to train each person that is to execute any work at the generator and press in machine service and Industrial Safety regulations with the special consideration of possible risk coming from the machine.
IT IS MANDATORY to train each person that is to execute any work at the generator and press in machine service and Industrial Safety regulations with the special consideration of possible risk coming from the machine. IT IS STRICTLY MANDATORY to use ALL designed protection covers and blocking key buttons.
IT IS STRICTLY MANDATORY to use ALL designed protection covers and blocking key buttons. IT IS MANDATORY to inform the supervisor and/or traffic personnel about any and all cases of incorrect operation of the machine.
IT IS MANDATORY to inform the supervisor and/or traffic personnel about any and all cases of incorrect operation of the machine. IT IS MANDATORY to use work clothes with minimal parts that can be caught or dragged by the press from high-frequency machine.
IT IS MANDATORY to use work clothes with minimal parts that can be caught or dragged by the press from high-frequency machine. IT IS MANDATORY to execute any work on welder elements (electrode, pressing unit) using special protective gloves.
IT IS MANDATORY to execute any work on welder elements (electrode, pressing unit) using special protective gloves. IT IS MANDATORY to use anti-slipe work shoes by workers.
IT IS MANDATORY to use anti-slipe work shoes by workers. IT IS MANDATORY to use headgear by workers.
IT IS MANDATORY to use headgear by workers. IT IS MANDATORY to keep the floor clean in the surroundings of operating machine.
IT IS MANDATORY to keep the floor clean in the surroundings of operating machine. ONLY PERSONNEL TRAINED to operate the welding machine by workers trained in high frequency machines service and Industrial Safety regulations.IT IS MANDATORY to immediately turn off the machine cases of incorrect operation using EMERGENCY STOP button.IT IS STRICTLY MANDATORY to disconnect the generator and machine from any supply media before taking up any service or prevention work.IT IS STRICTLY MANDATORY to discharge ceramic capacitors in high-frequency generator. Even after being disconnected, they can maintain charge at voltage of several thousand Volt which can cause danger to life.
ONLY PERSONNEL TRAINED to operate the welding machine by workers trained in high frequency machines service and Industrial Safety regulations.IT IS MANDATORY to immediately turn off the machine cases of incorrect operation using EMERGENCY STOP button.IT IS STRICTLY MANDATORY to disconnect the generator and machine from any supply media before taking up any service or prevention work.IT IS STRICTLY MANDATORY to discharge ceramic capacitors in high-frequency generator. Even after being disconnected, they can maintain charge at voltage of several thousand Volt which can cause danger to life. The lamp must be always transported or moved in the original manufacturer’s packaging, in vertical position, with anode directed to the top or bottom, without any hitting or shaking the lamp.
The lamp must be always transported or moved in the original manufacturer’s packaging, in vertical position, with anode directed to the top or bottom, without any hitting or shaking the lamp.3.0 Technical Data
|
Machine type |
ZD-NX-4 |
|
Welding materials |
PVC, PVC coated fabrics |
|
Power supply |
3 x 220 V; 50/60Hz |
|
HF Power Output |
4 kW |
|
PLC driver |
Delta |
|
Control voltage |
24 VDC |
|
Installed capacity |
6 kVA |
|
Output capacity adjustment |
manual/autotuner |
|
Main cut-out |
D25 A; delayed |
|
Operating frequency |
27,12 MHz |
|
Frequency stability |
+/- 0.6 % |
|
Antiflash system, ZEMAT TG |
ultra-fast sensitive ARC sensor |
|
Compressed air consumption |
11 nl/cycle |
|
Work table size |
800 x 410 mm |
|
Welding Surface |
100mm^2 |
|
Actuator stroke |
~ 100mm |
|
Pressing electrode drive |
pneumatic |
|
Ground electrode drive |
pneumatic |
|
Pressure force (max) |
1200 kG |
|
Generator lamp |
ITL 12-1 |
|
Coolant |
air |
|
Machine weight |
~ 3500 kg |
|
Dimensions |
SEE APPENDICES |
4.0 Technical Description
The main element of the ZD-NX-4 High Frequency Welder is the load-bearing structure made from the welded steel sheets and sections. All the other machine parts are mounted on the said structure. The load-bearing structure can be divided into two basic parts:
- The rear one is where the high-frequency generator along with the anode transformer and the switch box are located. This part is encased in the removable shields protected by the limit switch key.
- the front one where the work table on which the welded material is piled up. The weld is made when the electrode is pressed against the table by the insulated clamp connected with the foot lever by the intermediate plate. Above the table, there is a control panel HMI
The applied shields along with the switch-keys are supposed to minimize the emission of non-ionizing radiation. Operating the welder without the shields on is strictly FORBIDDEN!!!
- CONTROL SYSTEM composed of PLC and HMI touch panel, control and handling components placed on the main control panel, and other electrical and electronic equipment placed on the machine
- COMPRESSED AIR consists among others of a compressed air preparation unit, diverter valves, and pneumatic actuators.
- The GENERATING one consisting of high frequency self-excited generator of disintegration constants which consists mainly of the LC circuit of high Q factor set on 27.30MHz. The system consists also of the travelling wave tube, the anode transformer, the filament transformer and the tube cooling system;
The applied shields along with the switch-keys are supposed to minimize the emission of non-ionizing radiation. Operating the welder without the shields on is strictly FORBIDDEN!!!
The machine makes full use of the following systems:
- THE CONTROL ONE consisting of the PLC with the HMI touch-sensitive panel, controls and indicators placed on the main control panel attached to the extension arm and other electric and electronic apparatus installed on this machine; and
- THE COMPRESSED AIR ONE consisting mainly of the compressed air preparation set including: distribution valves and the pneumatic actuators; and
- THE GENERATING ONE consisting of high frequency self-excited generator of disintegration constants which consists mainly of the LC circuit of high Q factor set on 27.30MHz. The system consists also of the travelling-wave tube, the anode transformer, the filament transformer and the tube cooling system;
The welding electrode holder is equipped with an automatic grip system controlled from the HMI touch-panel. It allows for the tool free replacement of electrodes.
The applied shields along with the switch-keys are supposed to minimize the emission of non-ionizing radiation. Operating the welder without the shields on is strictly FORBIDDEN!!!
Additionally, there is laser indicators installed on the machine’s chassis to provide easy positioning of the welded material on the work table.
5.0 Assembly and Installation
5.1 Information and Signs of Restrictions and Imperatives
The Manufacturer provides appropriate packaging of the machine for the time of transportation. Packaging type and durability are adapted to the distance and the means of transport, and consequently to the potential risk of damages during transportation. The Manufacturer suggests that every Client uses the means of transport and technical service personnel of the Manufacturer.
Storage of the machine does not involve any particular requirements, apart from an appropriate storage environment.
The storage room must ensure sufficient protection against weather factors, it should be as dry as possible and have an acceptable level of humidity (below 70%). It is also necessary to ensure appropriate protection against corrosion, particularly regarding metal components that are not painted for technical reasons.
If the machine is supplied in a box and is wrapped in plastic generating anti-corrosion atmosphere, the machine should stay wrapped and packed for the entire storage period.
For the purposes of protection against humidity, it is recommended that the machine is not stored directly on the floor of the storage room, but rather on pallets.
A component that requires special attention and handling at every stage – including storage – is the generator lamp (triode). The lamp must be stored in its original packaging, in vertical position, with anode directed to the top or bottom, in a dry room. The lamp is a high-vacuum, metal and ceramic component, which is extremely fragile and cannot be hit or dropped even from low height.
Hitting, dropping, shaking or tilting the lamp for a longer time may and usually do result in permanent and irreversible damaging of the lamp. In particular, the filament of the lamp-cathode can be broken, which in most extreme cases can lead to internal short circuits or lamp breaking.
 ATTENTION: The lamp contains rare-earth metals and rare-earth metal oxides that are highly toxic. In the event of breaking, the lamp must be disposed with utmost care and with the help of specialised services.
ATTENTION: The lamp contains rare-earth metals and rare-earth metal oxides that are highly toxic. In the event of breaking, the lamp must be disposed with utmost care and with the help of specialised services.
The above provisions are meant to instruct and warn all persons and services that may have contact with this unit concerning its high vulnerability to all impulses and strokes. At the same time, no claims connected with permanent damages described above will be accepted in the course of the complaint procedure.
It should also be emphasized that the generator lamp is a very expensive component.
In the case of any doubts, it is recommended to consult the specialized staff of the Manufacturer.
5.2 Transportation of the machine
The party responsible for the transportation and installation of the machine in the Site of the Ordering Party should be determined at the stage of signing the contract and not later than after the final acceptance test of the machine in the Site of the Manufacturer, before the device is handed over to the Ordering Party.
ATTENTION: Careless handling of the device during transportation/moving may result in serious injuries or accidents.
IT IS FORBIDDEN to assembly, dismantle or transport the machine by personnel without proper qualifications or without being acquainted with safety requirements described in hereby Operation and Maintenance Manual. Such actions may cause accidents or material damage.
Taking into account the specific character of the device, the Manufacturer suggests that every Ordering Party uses the means of transport and technical service personnel of the Manufacturer.
The power tube must be disassembled before any transportation or moving actions.
The lamp must be always transported or moved in the original manufacturer’s packaging, in vertical position, with anode directed to the top or bottom, without any hitting or shaking the lamp.
ATTENTION: The machine should be transported in vertical position.
Due to its size and structure, the machine requires disassembly and disconnection of some components and units for the time of transportation or moving. It is necessary to disassemble fragile and expensive components and tools (which should be transported in a separate case). It is absolutely necessary to dismount the generator lamp.
The machine should be moved using lifting devices – cranes, fork-lift trucks, pallet trucks – with sufficient lifting capacity enabling safe transportation of the generator, whereas the people operating such lifting devices should have all valid licenses and qualifications required by law.
All components of the machine that might be damaged during transportation (if a packaging box of high durability is not used) or by lifting or moving devices should be appropriately secured (provided that they are disassembled and packed separately).
In order to ensure stable position of the device, it is very important to ensure appropriate protection of the machine for the time of long transportation (safety belts, anchor bolts), as well as protection and assistance during in-site transportation.
If the machine is not equipped with appropriate fittings, it is possible to use any other available holes or elements of sufficient durability can be used to ensure that the generator and other parts of the machine are properly balanced and stabilized.
Weight of the machine (about 350 kg) must be definitely taken into account while planning the transportation.
5.3 Installation In The Place of Operation
Depending on the degree of complexity of the machine, the installation in the place of operation should be performed by the personnel of the Ordering Party, having read this Operation & Maintenance Manual or technical service staff of the Manufacturer, in cooperation with the personnel of the Ordering Party.
Please remember that appropriate positioning and installation of the welding machine is vital for ensuring its optimum functioning, as well as the comfort and safety of the operator in the device’s environment.
The Ordering Party is responsible for preparing the place for the installation of the device, availability and preparation of electrical connections and realization of the particular requirements of the technical design and technical acceptance tests approving the entire generator for use.
The Manufacturer will provide the Ordering Party with all the required instructions and information in this respect.
ATTENTION: Make sure that the floor/surface / foundations on which the machine is to be placed have sufficient durability, taking into account the weight, surface and distribution of the machine weight to its points of support (usually legs).
ATTENTION: The device must be properly leveled and must have fixed place of a operation.
Optimum place of operation of the HF welding machine is the concrete surface not covered or covered with a very thin layer of non-conducting material.
The surface should be made in accordance with the particular design following construction and safety standards, as well as following the requirements concerning parallel, perpendicular and flat positions.
ATTENTION: The Ordering Party is solely responsible for the realization of the aforementioned conditions.
After the location of the welding machine in the selected place, it is necessary to level the machine, check its technical condition and remove any and all defects that might have occurred during transportation. Next, unpack, position, level and fix the generator. The high-frequency generator lamp should be mounted in the very end of the installation process. This task must be done with particular attention, both when mounting the lamp in the socket/base and when connecting the lamp’s electrical contacts. Connect the connectors of the control console to appropriately marked sockets on the press. It is recommended that the installation of the machine after transportation is performed under direct supervision of a representative of the manufacturer.
ATTENTION: If the aforementioned tasks are performed by a representative of the Client, they should be performed strictly in accordance with the description contained in this Operation & Maintenance Manual and / or instructions provided by the manufacturer during the technical acceptance test.
The welding machine can be used only in rooms free of dust, acids, sulphur, caustic fumes and inflammable gases. Large metal items should not be placed near the welding machine.Due to the generated magnetic field, large metal items should not be placed near the machine. The machine can affect the operation of electronic devices (radio, TV sets, computers) located near the machine, as a result of high input sensitivity of the aforementioned devices. Optimum place of operation of the machine is the concrete surface not covered or covered with a very thin layer of non-conducting material.
5.4 Installation In The Place of Operation
5.4.1 Installation In The Place of Operation
ATTENTION: The Manufacturer strongly recommends to install the machine only in industrial environment.
The machine being the subject of this Operation & Maintenance Manual has been designed and manufactured for the purposes of work in the industrial environment for processing conveyor belts.
Specific conditions of operation of the devices, i.e. high air humidity, high temperature, steam, and dust, have been taken into account by the designers of the machine and do not affect its operation, but determine more stringent requirements concerning the performance of preventive programs.
The machine cannot be used in potentially explosive atmospheres, highly dusted atmospheres, environments with high humidity and/or high temperature and the presence of aggressive fumes (acidic, basic, organic or inorganic, having potentially or factually corrosive impact).
The temperature of the work environment should range between +10º C and +40º C and the relative humidity: between 30% and 90%. Condensation of atmospheric moisture or any aggressive substances on the surface of the machine (or any of its components) is not allowable.
It is required that the long-term temperature amplitude during the day in the generator operation room do not exceed 10º C and in the case of relative humidity: 10%.
The clause above does not apply to the media or substances used for greasing, preservation or non-aggressive substances used in the course of production / operation of the device.
ATTENTION: If there is a large difference between the outside temperature and the temperature in the room where the machine is installed, the device should be started after 24 hours from its assembly in the room.
5.4.2 Lighting
The requirements for the minimum luminous intensity state that on the horizontal operating area, illuminance that can be accepted in rooms where people stay for a longer time, regardless of whether there are any visual activities performed should be 300 lx.
In the case of visual activities whose difficulty level is higher than average and when highly comfortable seeing is required, as well as when the majority of operators are over 40 years old, the required luminous intensity should be higher the minimum, i.e. at least 500 lx.
5.4.3 Noise
The machine does not generate noise of the level that would require using any means or devices of personnel protection.
However, it must be remembered that all work environments have their own noise emissions, which might have an impact on the level of noise emitted by the machine during its operation.
5.5 Connection Parameters
5.5.1 Electrical Energy
Connection: 3 x 2200V; 50Hz (3P+N+PE), overcurrent protection with delayed properties. The installation of the Client must ensure electric shock protection measures conforming to EN 60204-1:2018-12.
ATTENTION: Always check the filament voltage after installation the tube – see tube technical data.
5.5.2 Compressed Air
Pressure: 0.4 – 0.8 MPa, demanded cleanness class according ISO8573-1 4-4-4, consumption: 11 nl per one cycle.
ATTENTION: If the pressure in the End User’s system is higher than 0.8 MPa, it must be reduced to about 0.8 MPa with a reducing valve mounted on the welding machine connection.
5.6 Connection Parameters
Depending on the complexity of the system and the qualifications and licenses of employees, the connection of the welding machine in the place of its operation is performed by people selected by the Ordering Party or technical service workers of the Manufacturer, in cooperation with the personnel of the Ordering Party, for an additional price or free of charge, which is always arranged before the machine is handed over to the Ordering Party from the site of the Manufacturer.
It is always necessary to check whether all connections have been performed in accordance with the documentation of the device.
It must be stated that the aforementioned tasks require appropriate qualifications of the personnel, including applicable licenses issued by the appropriate bodies.
It applies both to specialized qualifications, as well as completed and valid training courses in Occupational Health & Safety, including particularly the risks involved in those tasks.
6.0 Operation
6.1 Preparation of the Machine for Operation - First Start-Up
Pre-Operation Control Procedure:
- control and check the effectiveness of electric shock protection measures
- control and check the power supply voltage – value and correctness of phases connection, if applicable direction of engine rotation
- check the incandescent filament lamp voltage
- remove the protective shields of the welding machine and check whether there are no small damages (wires are not broken, threaded connections are not loose, etc.)
- unpack, check, and install generator lamps.
ATTENTION: In order to use the machine in an optimum and safe way, please read carefully and follow all the instructions included in this Operation & Maintenance Manual.
IT IS FORBIDDEN to execute any work at the welding machine by people without being previously trained in high frequency machines service and Industrial Safety regulations with the special consideration of possible risk coming from the machine.
Provided that all the installation requirements have been met and the tasks described in Item 5 have been performed, we are ready to start the welding machine for the first time in the production environment of the site of the Ordering Party.
ATTENTION: The first start-up of the machine should be performed in the presence and under the supervision of the representatives of the Manufacturer.
6.2 Operating Requirements - General Instructions and Guidelines
All adjustments and calibration required for the correct device operation parameters have been done by the Manufacturer during the assembly and internal test procedures. General conformity with contractual technical requirements and correct operation of the machine are confirmed during the technical acceptance taking place in the site of the Manufacturer, in the presence of a representative of the Ordering Party, and using original raw materials delivered by the Ordering Party for testing purposes.
ATTENTION: Due to the specific properties of the devices that emit high-frequency energy, it is necessary to carry out certain measurements in the place of the device’s operation in the site of the Ordering Party. For the same reason, it is very important that the machine has a fixed place of operation.
Before starting to use the machine and its first start-up, the Recipient is absolutely obliged to train employees who are its future operators.
![]() ATTENTION: The welding machine can ONLY be operated by workers who have been trained in servicing the machine and INDUSTRIAL SAFETY with special consideration to possible risk coming from the machine. Such training should be confirmed with an appropriate document signed by a trained person.
ATTENTION: The welding machine can ONLY be operated by workers who have been trained in servicing the machine and INDUSTRIAL SAFETY with special consideration to possible risk coming from the machine. Such training should be confirmed with an appropriate document signed by a trained person.
In addition, due to the different work cycles carried out by our machines in various industrial environments, the Recipient has an absolute obligation to create a clear and transparent OPERATOR'S MANUAL for the device, adapted to its own production cycles.
![]() ATTENTION: The purchaser or the person authorized by the purchaser is obliged to issue a WORKSTAND MANUAL on the basis of this Operation and Maintenance Manual and characteristics of the production technology.
ATTENTION: The purchaser or the person authorized by the purchaser is obliged to issue a WORKSTAND MANUAL on the basis of this Operation and Maintenance Manual and characteristics of the production technology.
Due to the specific properties of the devices that emit high-frequency energy, it is necessary to carry out certain measurements in the place of the device’s operation in the site of the Ordering Party. For the same reason, it is very important that the machine has a fixed place of operation.

 ATTENTION: High-frequency welding machine is the source of non–ionic electromagnetic radiation. After installation of the device at buyer's place, non-ionic radiation measurement must be done. The radiation measurements should be done by the authorized company and set the borders of the hazardous area.
ATTENTION: High-frequency welding machine is the source of non–ionic electromagnetic radiation. After installation of the device at buyer's place, non-ionic radiation measurement must be done. The radiation measurements should be done by the authorized company and set the borders of the hazardous area.
 ATTENTION: The machine must have a permanent workplace. Each change in the location of the device requires appropriate specialized measurements and the determination of the zones of impact of the non-ionizing electromagnetic field.
ATTENTION: The machine must have a permanent workplace. Each change in the location of the device requires appropriate specialized measurements and the determination of the zones of impact of the non-ionizing electromagnetic field.
BEFORE OPERATION IS ABSOLUTELY NECESSARY TO CONTROL:
- Effectiveness of electric shock protection measures;
- Power supply voltage – value and correctness of phases connection;
- Direction of engine rotation (if applicable);
- Incandescent filament lamp voltage;
ATTENTION: The lamp voltage must be the same as specified in the datasheet of product – it is possible to adjust it using branches on the primary side of the incandescent transformer.
ATTENTION: Due to the specific character of the device, it is always necessary to warn and inform the personnel about the high power supply voltage of the lamp’s anode and the potential risk of fatal electric shock by electric current of the voltage of up to 5000 VDC.
ATTENTION: The lamp must be preheated for about an hour after the installation.
- Position of the holder to the base of the working table;
- Emission of electromagnetic field – after the adjustment of welding parameters, during the welding process;
INSTALLING THE GENERATOR LAMP
- remove the side protection shield of the generator made of a perforated metal sheet
- remove the plastic pipe directing the air stream
- put the lamp into the socket – the lamp can be put into the socket only in one way (do not apply excessive force)
- mount the plastic pipe directing the air stream
- put and fasten the clasp for the temperature sensor onto the anode
- ensure that the limit switch of the cord sensor has been attached
- fasten the supply sheets of the distributing capacitor and disc capacitor to the upper part of the anode
- do not change the shape or position of metal components inside that chamber of the generator
- plug the power supply system into the power supply network, ensuring the appropriate quality of the electric shock protection system
- turn on the glowing circuit and control unit by switching the MAIN SWITCH to the I-ON position. The SUPPLY control lamp should turn on (if it is necessary push the RESET blue button on the control cassette);
ATTENTION: The lamp-cooling fan is turned on upon turning on the glowing circuit of the generator lamp. If the fan unit does not work, do not use the machine until the failure of the fan unit is removed!!!
- check the glowing voltage of the generator lamp. It must remain within the range required by the manufacturer of the triode. If required, it can be adjusted by changing the branches of the transformer. These tasks should be performed by a representative of the Manufacturer of the machine or (at the risk of the Client) another person with the appropriate qualifications, i. e. having a certificate issued by the appropriate Electricians’ Association (in Poland SEP) and knowledge on hazards and risks involved in the operation of a high-frequency welding machine, particularly the potential risk of electrocution by the voltage of up to 5000 V. A new lamp should be lit for about 0,5 h before the anode circuit is turned on
- test the operation of the control unit according to the procedure described in item 6
- after the adjustment of welding parameters, during the welding process, check the emission of the electromagnetic field.
IMPORTANT: If the high-voltage circuits have been accidentally connected when the anode is disconnected or the generator lamp is defective, the high-voltage filter condensers must be discharged by short-circuiting them with the casing for a very short time.
ATTENTION: All activities during the start-up and measurements, when the safety level is lower (open protection screens, blocked key switches), must take as little time as possible, and the full machine operation safety level must be ensured as quickly as possible.
ATTENTION: All control & measurement activities must be performed after checking whether the switches for anodic voltage adjustment are in 0 – OFF position (it does not apply to measurement of the emission of electromagnetic field).
ATTENTION: All control & measurement activities must be performed exclusively by authorised personnel.
IT IS ALWAYS PROHIBITED to start the welding process, i.e. turn on the high voltage of the lamp, which initiates the high-frequency voltage on the insulated holder of the electrode, when the safety level of the device operation is reduced.
The machine is adapted to work in the automatic cycle. Automatic mode is the standard mode of operation of the device during the production process.
The high frequency welding machine enables the operation in the manual mode for adjustment purposes.
Machine operators should always wear standard work clothes and anti-slip footwear.
The working environment of the device, the floor and the manual holders and grips must be always clean and free of any contamination, grease or mud, in order to reduce the risk of slipping or falling to the minimum possible level.
Never use the machine of operation without the fixed or mobile protection elements. Check regularly whether all protection screens and all other protection elements are properly mounted and function properly.
Only authorized persons, who are properly trained in the machine operation and Occupational Health & Safety, can have direct contact with the machine.
Each operator of the device must be instructed on the functions of the protection elements of the machine and their proper use.
In the area surrounding the device (about 1.5 m around the generator and press), there can be no items that might interfere with the operation of the device. This area must be kept clean and have proper lighting.
Never use the machine’s manipulators or flexible pipes as holders. Please remember that any accidental moving of the device’s manipulator can accidentally start the welding process, change parameters or even cause the failure of the machine or damage its tools.
IT IS MANDATORY to inform the supervisor and/or traffic personnel about any and all cases of incorrect operation of the device.
 IT IS STRICTLY FORBIDDEN to remove protective covers while the machine is operating.
IT IS STRICTLY FORBIDDEN to remove protective covers while the machine is operating.
 IT IS STRICTLY MANDATORY to use ALL designed protection covers and blocking key buttons
IT IS STRICTLY MANDATORY to use ALL designed protection covers and blocking key buttons
Never use the machine of operation without the fixed or mobile protection elements. Check regularly whether all protection screens and all other protection elements are properly mounted and function properly.
In the area surrounding the device (about 1.5 m around the generator and press), there can be no items that might interfere with the operation of the device. This area must be kept clean and have proper lighting.
The working environment of the device, the floor and the manual holders and grips must be always clean and free of any contamination, grease or mud, in order to reduce the risk of slipping or falling to the minimum possible level.
6.3 Controls and Indicators Available For Operator
All welder’s controls and indicators can be easily found either on its construction or on its control desk. Before getting down to work, the machine operator should acquaint themselves with the arrangement of the controls and indicators on the machine as long as with the functions they control.
The complete list of the above mentioned controls and indicators available for the operator is attached below:
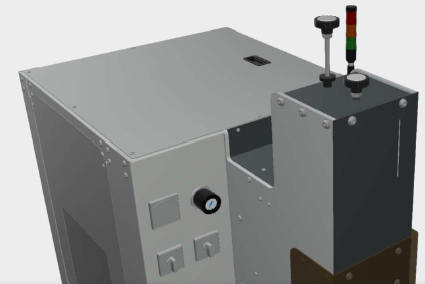
- MAIN SWITCH – the switch which is installed on the front of the machine casing, it is used for switching on and off the electricity supplies. 1- ON position means that the switch is switched on whereas the 0-OFF position means that the switch is switched off.
- POWER LEVEL — the change-over switch is installed on the front of the machine casing the stepped voltage control is used for the Ua anode voltage adjustment. It switches over the branches of anode transformer (The switch steps from 0 to 1, 2 where: 0 – means that the anode transformer is disconnected, 1 – means that the level of anode voltage is the lowest, 2 – means that the level of anode voltage is the highest).

- CONTROL PANEL HMI - the PLC panel consisting of a liquid crystal display on which the programmed parameters of weld can be found and the switch-buttons which can be used in case the parameters should be displayed.

- EMERGENCY STOP - the red mushroom-headed E-Stop push-button which should be used to stop the machine in case any failure or accident.
- USB - USB port for transferring recipes and alarm history. Located on the operator's panel or on the right side of the machine. Data archiving service is described in chapter 6.5. The port is an additional equipment of the machine.

- ANODE CURRENT - the panel ammeter, which can be found on the control panel (Fig. 8), should measure the electric current in an anode circuit and should enable the visual evaluation of welding process (load characteristics of generator).
- PRESSURE SETTING - the manually operated pressure reducing valve (Fig. 8) is a valve used for a pressure setting in the machine’s pneumatic system (pull the valve up and turn: a turn to the right - higher pressure, a turn to the left - lower pressure), the rated operating pressure of the machine totals to 6 bar;
 The level of pressure in the pneumatic system never exceeds the level of pressure propelling the machine.
The level of pressure in the pneumatic system never exceeds the level of pressure propelling the machine. 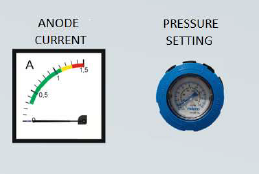
- INDICATOR OF THE POSITION OF THE LOWER LIMIT SWITCH - a cut-out in the plate with a scale, enabling observation of the position of the red indicator and thus observation of the position of the height of the lower limit switch, thus facilitating it to be set in the lower position.
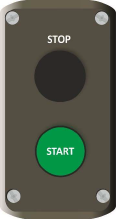
- RESET – the blue push-button, which can be found on the control station (Fig. 10), should be used in case the machine must be either restarted due to the failure accident or should be switched on. The implementation of the retesting procedure of all alarm systems is strongly advisable to be put into practice whenever the machine is switched on.
- STOP – the black button (Fig. 10) which can be found on the control station, should be used in order to stop the process of high-frequency welding.
- START – two green push-buttons, which can be found on the control station (Fig. 10), should be used in order to achieve the high-frequency weld (both push-buttons should be pressed simultaneously).

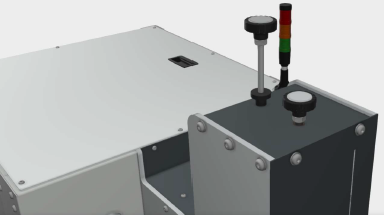
- SIGNAL LIGHT COLUMN

- A. Red color indicates failure and at the same time the alarm message should be displayed on the HMI touch-sensitive panel.
 The alarm massages are deleted and the red light on the signal light column stops flashing when the RESET button is pressed. In case the efforts were put in vain and the alarm message has not been deleted when the RESET button had been pushed so it might mean that the cause of failure occurrence had not been removed yet.
The alarm massages are deleted and the red light on the signal light column stops flashing when the RESET button is pressed. In case the efforts were put in vain and the alarm message has not been deleted when the RESET button had been pushed so it might mean that the cause of failure occurrence had not been removed yet. - Orange colour indicates that the high frequency welder starts operating
- Green colour indicates that the machine is ready for work.
- A. Red color indicates failure and at the same time the alarm message should be displayed on the HMI touch-sensitive panel.
- COMPRESSED AIR PREPARATION SYSTEM (Fig. 12) – consists of:
- the compressed air terminal into which the compressed air hose should be connected. The hose is supposed to provide the system with the compressed air ranging from 4 to 8 bar
- the manually operated compressed air shut-off valve (in order to open the valve - turn it to the left and set to ON position; a turn to the right - the OFF position - the valve is closed)
- the manually operated pressure reducing valve is a valve used for a pressure setting in the machine’s pneumatic system (pull the valve up and turn: a turn to the right - higher pressure, a turn to the left - lower pressure), the rated operating pressure of the machine totals to 6 bar
 The level of pressure in the pneumatic system never exceeds the level of pressure propelling the machine.
The level of pressure in the pneumatic system never exceeds the level of pressure propelling the machine. - the compressed air filter along with the condensation water release mechanism
- the manometer indicating the level of pressure in the machine’s compressed air system
- Electrode pressing limiter – screwed on the actuator piston rod it is designed for putting a limit on the actuator’s length stroke and it is supposed to prevent the welding material from being “squeezed out” from under the electrode.
- position the material on the work table – as for welding
- using the foot-lever lower the holder with the electrode upon the material (in such a way that the electrode should only touch the material without adding any pressing force) and leave it
- by turning the knob move the limit switch in such a way that its roll should be on the electrode’s height indicator. Tighten the knob
- lift the electrode’s holder to its upper position using the foot-lever
- lower the electrode’s holder with the foot-lever, press electrode’s holder against the material and check if the switch roll stops on the electrode’s
As the aforesaid system needs to work flawlessly it is strongly recommended to perform the adjustment of the height limiter in such a way that it should indicate the lower position of the electrode. Inappropriate setting of the height control slide of the limit switch may result in both a self-triggered emergency lifting of the electrode and the appearance of the following alarm message on the HMI display: EMERGENCY ELECTRODE UP.The procedure of appropriate adjustment of height control system:
- position the material on the work table – as for welding
- using the foot-lever lower the holder with the electrode upon the material (in such a way that the electrode should only touch the material without adding any pressing force) and leave it
- by turning the knob (knob marked with an arrow in Fig. 14) move the limit switch in such a way that its roll should be on the electrode’s height indicator. Tighten the knob
- lift the electrode’s holder to its upper position using the foot-lever
- lower the electrode’s holder with the foot-lever, press electrode’s holder against the material and check if the switch roll stops on the electrode’s height indicator and if the alert is displayed on HMI panel in the main window .
ATTENTION! Manipulation with the limit switch indicating the lower position of the electrode excluding the one quoted above is strictly forbidden. Disregarding the manufacturer’s warning may lead to the severe machine failure and as a result to serious body injuries.6.5 Programming and Operating the HMI Touch-Sensitive Panel
ATTENTION! Each value of the parameter depicted on the graphics of this manual is taken at random and should be disregarded by the machine’s operator. The values of the parameters should derive from user’s practical experience as they may vary profoundly according to the type of welded material or implemented instrumentation.
![]() In the HMI panel all editable values of the parameters are displayed on a white colour background. In order to display a parameter the user needs to press its value and as a result the on-screen keyboard should be opened. Data can be saved by pressing Enter key.
In the HMI panel all editable values of the parameters are displayed on a white colour background. In order to display a parameter the user needs to press its value and as a result the on-screen keyboard should be opened. Data can be saved by pressing Enter key.
6.5.1 Connection to Power Source
Shortly after the machine is connected to a power source on the HMI display an alarm window appears along with the following message:
#K001 PUSH RESET BUTTON
According to this situation, the machine needs to be restarted so the blue RESET key should be pressed. We then need to wait for 30 seconds till the machine is ready for work and enters into stand-by mode which we will know due to the following sequence of events: a light indicator in the light signal column flashes green and the blue progress bar, on the top edge of the window of the HMI panel disappears. Should the alarm massage not disappear from the HMI display see chapter 6.5.2.
 To check if the alarm signal is displayed, the
To check if the alarm signal is displayed, the  button on the topbar of the menu should be pressed; if there are no messages the graphics will change to
button on the topbar of the menu should be pressed; if there are no messages the graphics will change to 
6.5.2 Alarm Messages
When a machine failure occurs or when one of the protection systems is switched on or when some other abnormalities in machine’s functioning are detected then one of the alarm messages is going to be displayed on the HMI touch-sensitive panel. All alarm messages are deleted with the help of the RESTART key. If the cause of the alarm message has been remedied, it will no longer be displayed and a message, requiring the blue RESET button to be pressed, will be displayed.
If the cause of the alarm message has been remedied, it will no longer be displayed and a message, requiring the blue RESET button to be pressed, will be displayed. The types of alarm massages:
#K001 PUSH RESET BUTTON– this message indicates that the cause of at least one of the alarm messages, currently displayed, has ceased to exist. Press the blue RESET button to put the machine into the ready state.
#A001 EMERGENCY STOP – is displayed when:
- the machine is switched on - the machine’s safety circuit must be always checked when the RESET key is pressed
- the red mushroom-headed EMERGENCY STOP push-button was pressed and has been jammed. It needs to be unstuck by turning its head to the right.
#A002 TUBE TEMPERATURE – this type of massage means that either the travelling-wave tube cooling does not exist or that the cooling system failure occurs and it is displayed when the tube thermal protection system is put into operation which means that the travelling-wave tube got heated up to too high temperature and as a result the tube band cotter pin that had been connected to the limit switch by a cord got unsoldered.

A cotter pin is soldered to a tube band with the help of a solder of melting point much lower than the one at which the tube got overheated (got damaged). If the lamp temperature rises too much the cotter pin will fall out of the band and as a result the limit switch will be triggered, simultaneously the alarm message will be displayed and the power supply for a glow in the tube will be cut off. Then the cause of overheating should be removed.
 ATTENTION! The cord should not be fastened to any other parts of the machine but the cotter pin of the band which had been screwed to the tube. Disregarding the quoted warning can result in a limit switch blockage which may lead to the traveling-wave tube overheating and in consequence of such proceeding to its damage.
ATTENTION! The cord should not be fastened to any other parts of the machine but the cotter pin of the band which had been screwed to the tube. Disregarding the quoted warning can result in a limit switch blockage which may lead to the traveling-wave tube overheating and in consequence of such proceeding to its damage.
 If the cotter pin gets separated from the band, the band should be taken off from the tube, the pin should be soldered to the band with the standard solder used in electronic engineering (Melting point <190oC) so that the repaired part could be reattached to the tube.
If the cotter pin gets separated from the band, the band should be taken off from the tube, the pin should be soldered to the band with the standard solder used in electronic engineering (Melting point <190oC) so that the repaired part could be reattached to the tube.
The tube overheating can be caused by:
- the dirt found either in the generator or in the tube radiator
- the failure of the tube cooling fan or the failure of the fan power supply system
- the blockage of the machine’s ventilating holes or by the excessive amount of soil collected by the filters installed in the ventilating holes
- the excessive ambient temperature.
#A003 ANTIFLASH – this type of massage means that the protection system against an arc-over while welding was triggered - due to this message make sure neither the insulating pad, welded material nor the welding electrode had not been damaged.
#A004 ANODE OVERLOAD – this message means that the anode-rise limit was exceeded so the parameters applying to the power released in weld need to be adjusted.
#A006 LOW AIR PRESSURE – this message means that there is lack of air pressure or the level of air pressure is too low in the pneumatic system. Make sure the hose providing the compressed air is connected to the machine or the level of compressed air is appropriate and then with the help of pressure reducing valve regulator which can be found in the compressed air preparation system adjust the pressure in the machine to the adequate level. - a button that opens the list of windows, available on the panel.
- a button that opens the list of windows, available on the panel.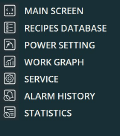
 - the button opening the Active Alarms window; the green graphics inform that there is no alarm message present.
- the button opening the Active Alarms window; the green graphics inform that there is no alarm message present.  - the button opening the Active Alarms window; the red graphics inform that, currently, there are alarm messages.
- the button opening the Active Alarms window; the red graphics inform that, currently, there are alarm messages.  - not logged in;
- not logged in; - operator, supervisor or any other user added by the supervisor;
- operator, supervisor or any other user added by the supervisor; - MILLER WELDMASTER.
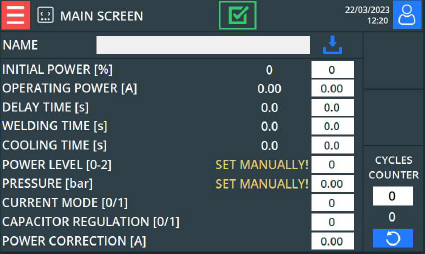
- MILLER WELDMASTER.6.5.4 Main Screen
Recipe - under this name a group of parameters applying to the duty cycle can be found. Once the welding parameters for the particular kind of product deriving from practical experience (the parameters’ values strongly depend on the size of weld, the size of welded material and the electrode’s shape) are established they should be entered in the system and saved under the recipe’s name.
![]() Additionally, two values next to each parameter’s name can be also found on the HMI display. The first one (on the blue background) is the value of present operating parameter displayed in the actual time, the second one (on the white background) is the set value coming from the production recipe or the operator’s data.
Additionally, two values next to each parameter’s name can be also found on the HMI display. The first one (on the blue background) is the value of present operating parameter displayed in the actual time, the second one (on the white background) is the set value coming from the production recipe or the operator’s data.
![]() Should the need arise, the operator can always press the digit on the white background and change its value. The value of present operating parameter will be updated at once, though, the change does not affect the executed recipe.
Should the need arise, the operator can always press the digit on the white background and change its value. The value of present operating parameter will be updated at once, though, the change does not affect the executed recipe.
![]() In order to save those changes to a recipe which were made using the Main screen, press the SAVE RECIPE
In order to save those changes to a recipe which were made using the Main screen, press the SAVE RECIPE  button to copy the parameters from the main screen to the Edit recipe bar in the Recipe database window. The parameters copied may be saved as a new recipe using the Create new button or they can be used to update an existing recipe using the Update button.
button to copy the parameters from the main screen to the Edit recipe bar in the Recipe database window. The parameters copied may be saved as a new recipe using the Create new button or they can be used to update an existing recipe using the Update button.
Name: - the recipe’s name executed for production purposes.
Initial power – this parameter indicates the position (capacity) of the output capacitor found in the generator; the anode current intensity in the initial phase of high frequency weld strongly depends on the value of this parameter. (Parameter expressed in percentage values, where 0% indicates the lowest level of capacity - the lowest level of anode current intensity and 100% indicates the highest level of capacity - the highest level of anode current intensity.)
-
 The parameter’s value of Initial power and the value of anode current (power released in material) are not linearly dependent as a result the appropriate precautionary measures should be taken when adjusting values of this parameter. The current value of Initial power parameter and the value of set parameter are equal to each other only in the initial phase of the welding procedure. When the procedure is initiated, the output capacitor’s position is automatically adjusted in order to achieve Operating power.
The parameter’s value of Initial power and the value of anode current (power released in material) are not linearly dependent as a result the appropriate precautionary measures should be taken when adjusting values of this parameter. The current value of Initial power parameter and the value of set parameter are equal to each other only in the initial phase of the welding procedure. When the procedure is initiated, the output capacitor’s position is automatically adjusted in order to achieve Operating power.Operating power – this parameter indicates I anode current used for welding. (Parameter expressed in ampere values ranging from 0 to 4 A.)
Values in green color on the Anode current meter’s scale indicate the acceptable values of the Ia anode current. When the welding procedure is initiated the output capacitor (Initial power) is automatically adjusted so as to achieve the Operating power.Delay time – this parameter indicates time during which the electrode had adhered to the welded material before the weld was initiated. (Parameter expressed in second values ranging from 0 to 99 s .)
Welding time – this parameter means time the machine takes to process the high frequency weld. (Parameter expressed in second values ranging from 0 to 99 s .)
Cooling time – this parameter indicates time in which the electrode was being pressed against the welded material after the weld had come to an end - material cools down being pressed against the table. (Parameter expressed in second values ranging from 0 to 99 s .).
Current mode: 1 – The welding mode of current-type means that the machine’s counter starts counting the weld time of high frequency which was entered in the Welding time parameter as soon as the machine gets the appropriate value of La anode current which should either exceed or equal to the value entered in the Operating power parameter. To put it otherwise, in the welding mode of current-type the welding time equals to the sum of both the value of time the machine takes to produce the anode current (the value entered in the Operating power parameter) and the value of time entered in the Welding time parameter.
 If the machine is not able to reach the operating power, within 25 seconds, it will start to count down the heating time, then complete the cycle and finally, display a message about not having reached the operating power.
If the machine is not able to reach the operating power, within 25 seconds, it will start to count down the heating time, then complete the cycle and finally, display a message about not having reached the operating power. 0 - The welding mode of time-type means that the weld time of high frequency equals to the value entered in the recipe’s parameter under the name of Welding time.
 It is worth noticing that in the welding mode of time-type, the duty cycle can be executed even if the machine did not manage to produce the Operating power as a result the achieved weld can be of irregular strength.
It is worth noticing that in the welding mode of time-type, the duty cycle can be executed even if the machine did not manage to produce the Operating power as a result the achieved weld can be of irregular strength. Capacitor Regulation:
1 – means that during welding, the output capacitor is adjusted automatically so that the anode current is at the level set in the Operating power parameter.0 – signals that the machine is working in limited automatic adjustment mode of the output capacitor. During welding, the output capacitor is adjusted only when the anode current exceeds the value inserted in the Power max parameter.
 When working in the Capacitor Regulation - 0, note that if Initial power will be too low, the machine will not be able to automatically adjust the anode current Ia upwards to reach the set value in the parameter Anode current.
When working in the Capacitor Regulation - 0, note that if Initial power will be too low, the machine will not be able to automatically adjust the anode current Ia upwards to reach the set value in the parameter Anode current. Power correction – this parameter refers to the method of controlling the output capacitor in the initial phase, when, after switching on the welding cycle, the capacitor aims to obtain the Operating Current. The parameter allows the capacitor regulation to be disabled without reaching the set Operating Current.
- Example 1: The set Working current is 1A, Start position is 40%, Capacitor Regulation is 1, Power correction is 0A.
- After switching on the welding cycle, the Operating Current is 0.5 A.
- Adjustment to the output capacitor starts, in order to achieve the target 1A Operating Current.
- The position of the capacitator changes from 40% to 75 % - The Operating Current achieves the value 1 A; adjustments to the capacitator stop.
- The welding cycle continues.
- Example 2: The Operating Current is set to 1 A; the Starting Position is set to 40%; the Capacitor Regulation is set to 1; the Power correction is set to -0,2 A.
- After the welding cycle has been turned on, the Operating Current reaches the level of 0.5 A.
- The adjustment of the output capacitor starts, in order to achieve a target Operating Current equal to 1A, minus the Power correction value, which is 1A - 0.2A = 0.8A.
- The position of the capacitor changes from 40% to 60% - The Operating Current becomes 0.8 A; the capacitor adjustment stops.
 The Power correction parameter is used in welding processes where, in the initial phase, the Working Current is low, followed by a very dynamic increase in current. The superimposition of the spontaneous increase in the Working Current and the regulation of the capacitor, causing it to increase, leads to an unacceptably high value Working Current. If the setting of the output capacitor is turned off before the set value of the operating current is reached, the current can spontaneously reach the required value.
The Power correction parameter is used in welding processes where, in the initial phase, the Working Current is low, followed by a very dynamic increase in current. The superimposition of the spontaneous increase in the Working Current and the regulation of the capacitor, causing it to increase, leads to an unacceptably high value Working Current. If the setting of the output capacitor is turned off before the set value of the operating current is reached, the current can spontaneously reach the required value.  Most welding processes do not require the use of Power correction; the parameter should then be set to 0.
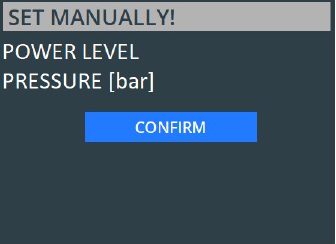
Most welding processes do not require the use of Power correction; the parameter should then be set to 0. The parameters of recipe – power level and pressure with the comment displayed in yellow (SET MANUALLY) is just an information for the operator who while reading the parameters on the touch screen, must manually change the settings on the side of the machine. Change of this setting on the screen does not affect the machine settings!
Power level – is the main setting of the machine's power; adjustment is carried out by changing the anode voltage Ua in the range from 1 to 2 where 1 is low power and 2 is maximum power: 0 – the anode transformer is disconnected.
ATTENTION! It is important to remembering that in spite of the fact that the above mentioned parameters can be saved under the recipe’s name in the HMI touch-sensitive panel there are also two other parameters such as: PRESSURE and ELECTRODE TEMPERATURE that should be adjusted manually.The value of the anode voltage Ua should be selected experimentally depending on the surface of the weld and the type of welding material. PRESSURE – – the parameter indicates compressed air pressure in the pneumatic system of the electrode clamping as expressed in bars in the range from 0 – 6 bar; the parameter determines the electrode down-force in relation to the material during welding.
 The level of pressure in the pneumatic system with the help of which the electrode is pressed against the table never exceeds the level of pressure propelling the machine
The level of pressure in the pneumatic system with the help of which the electrode is pressed against the table never exceeds the level of pressure propelling the machineAfter setting the power level and the pressure on the HMI panel in the main screen, a window will be displayed (Fig. 17) which informs the operator that this parameters value should be adjusted manually (using an appropriate switch) and that it should be confirmed with the confirm button.
 Electrode in down position alert will be displayed when the electrode reaches the lower position (movement on the sensor)
Electrode in down position alert will be displayed when the electrode reaches the lower position (movement on the sensor)Cycles done: - means the counter of the weld cycles executed on the machine. If the operator holds the Reset counter button
 down for 3 seconds, the counter will be reset.
down for 3 seconds, the counter will be reset. ALARM MESSAGES INFORMING ABOUT NO CONDITIONS TO START THE WELDING CYCLE:
NOT READY – signals that the machine did not restart correctly and did not undergo a start-up that lasted a few seconds. Press the RESET button on the control panel. The start-up status, which is the lamp warm-up time, is displayed as a progress bar at the top of the screen.
6.5.5 Recipes Database
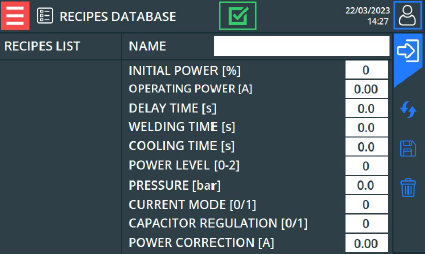
Recipes database.
All recipes saved in the HMI panel memory are presented in the form of a RECIPE LIST column. The recipe parameters are described in the previous chapter. The number of recipes is practically unlimited. The content of the recipe is displayed on the right, clicking on the values on the white background it is possible to change the parameter values.
 NEW RECIPE: To create a new recipe, complete all fields of recipe parameters, then push button
NEW RECIPE: To create a new recipe, complete all fields of recipe parameters, then push button  . A new recipe will appear in the recipe list. In order to save those changes to a recipe which were made using the Main screen, press the SAVE RECIPE button
. A new recipe will appear in the recipe list. In order to save those changes to a recipe which were made using the Main screen, press the SAVE RECIPE button  to copy the parameters from the main screen to the Edit recipe bar in the Recipe database window. The parameters copied may be saved as a new recipe using the Create new button or they can be used to update an existing recipe using the Update button.
to copy the parameters from the main screen to the Edit recipe bar in the Recipe database window. The parameters copied may be saved as a new recipe using the Create new button or they can be used to update an existing recipe using the Update button. If the recipe list already contains a recipe with the same name as the one to be saved, it will not be possible to save the new recipe, but possible only to update the parameters. In this case, change the name of the recipe.
If the recipe list already contains a recipe with the same name as the one to be saved, it will not be possible to save the new recipe, but possible only to update the parameters. In this case, change the name of the recipe.  RECIPE EDITION
RECIPE EDITIONIn order to edit a recipe we need to click on the recipe’s name coming from the recipes’ list (selected recipe should be highlighted in yellow and displayed in Edit recipe row). As far as a change of parameter’s value in Edit recipe row is concerned, we need to click on the white box where it should be displayed and enter a new value. Once the edition procedure is completed, the Update key must be pressed
 and as a result the introduced changes to the indicated recipe will be accepted, saved and stored.
and as a result the introduced changes to the indicated recipe will be accepted, saved and stored. In order to save recipe parameters from Main screen, press the SAVE RECIPE button
In order to save recipe parameters from Main screen, press the SAVE RECIPE button  visible in this window. If there is a recipe with the same name on the recipe list, its parameters will be updated.
visible in this window. If there is a recipe with the same name on the recipe list, its parameters will be updated.  DELETION PROCEDURE
DELETION PROCEDUREIn order to perform the recipe deletion procedure click on the recipe’s name derived from the recipes’ list (selected recipe should be highlighted in yellow and displayed in Edit recipe row) and then press Delete key.
 RECIPE SELECTION PROCEDURE
RECIPE SELECTION PROCEDUREIn order to conduct the recipe selection procedure for production purposes choose from the recipes’ list the recipe with values required for duty cycle (selected recipe should be highlighted in yellow and displayed in Edit recipe row) then click on Load for production
 key as a result the recipe will be uploaded to the system and prepared for use in current production with its parameters displayed in the Main screen window.
key as a result the recipe will be uploaded to the system and prepared for use in current production with its parameters displayed in the Main screen window.SORTING PROCEDURE
The recipes used for production are listed in alphabetical order. With more recipes, a scroll bar will appear to the side of the table; this will allow the table to be moved through, smoothly. It is also possible to sort recipes by name, ascending or descending. To sort the recipes, click on the list header - Recipe List; a second press will change the direction of the sorting. All data is saved in the memory of the HMI panel. In the folder „Recipe” there are two recipe files: „Recipe.db” and „Recipe_a.rcp”. It is possible to edit recipes on the computer. It is possible to copy recipe files from the touch panel memory onto a USB stick and edit them, using the free EasyBuider Pro programme. These files can be used as a backup copy for recipes, or for uploading recipes to another HMI touch panel.
6.5.6 Power Setting
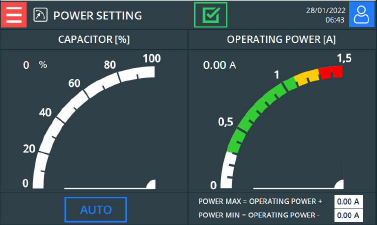 Power setting.
Power setting.There are two indicators in the window:
Anode current - an indicator of the anode current intensity. It indicates the La anode current intensity which should be equal to the current intensity of the analogue meter which can be found on the control panel.
CAPACITOR - a tool which indicates the position of the output capacitor (within the range from 0 to 100%). With the help of this tool the setting of the appropriate level of power can take place - as a rule the bigger capacity, the higher La anode current is.
A group of keys under the indicator is used for the anode capacitor adjustment. The setting can be conducted in two ways:
 AUTO – before welding the capacitor is automatically set to the position corresponding to the values entered in the Initial power parameter. When the welding procedure is executed, the capacitor’s position is automatically adjusted so as the level of La anode current intensity could rise to the value inscribed in the Operating power parameter.Choose AUTO setting mode during standard duty cycles performed by the machine. MANUAL mode is used for test procedures.
AUTO – before welding the capacitor is automatically set to the position corresponding to the values entered in the Initial power parameter. When the welding procedure is executed, the capacitor’s position is automatically adjusted so as the level of La anode current intensity could rise to the value inscribed in the Operating power parameter.Choose AUTO setting mode during standard duty cycles performed by the machine. MANUAL mode is used for test procedures. MANUAL – the whole capacitor setting procedure is performed by hand, when the need arises the operator can change the capacitor’s position with the help of
MANUAL – the whole capacitor setting procedure is performed by hand, when the need arises the operator can change the capacitor’s position with the help of  or
or  keys and at the same time the intensity of the anode current is adjusted.
keys and at the same time the intensity of the anode current is adjusted.Power max. = Operating power + … – the parameter defines the maximum value by which the OPERATING POWER may be exceeded in order to start the automatic decrease in the anode current with the use of the output capacitor (parameter defined in amps, in the range of 0 – 1A). Power min. = Operating power - … – the parameter defines the minimum value by which the OPERATING POWER may be exceeded in order to start the automatic increase in the anode current with the use of the output capacitor (parameter defined in amps, in the range of 0 – 1A).
6.5.7 Work Graph

Work Graph.
The window contains a graph showing operation on the machine in detail. It is possible to observe two parameters changing in real time:
- the changes in the anode current (red line);
- the changes in the output capacitor’s position (blue line).
The graph shows data recorded in the past. In the upper right corner is a button that opens a window in which it is possible to select the period from which the data is to be displayed and the chart’s display settings can be changed.
6.5.8 Service Menu
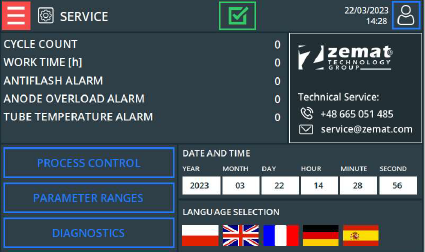
- Example 1: The set Working current is 1A, Start position is 40%, Capacitor Regulation is 1, Power correction is 0A.
-
Service Menu.
In this window the following pieces of information of statistical origin are displayed:
Cycle count – it is the total number of duty cycles since the machine has been switched on for the first time.
Work time – it is the total time of machine work,
Antiflash – this value indicates how many times since the day when the machine was manufactured, the protection system against arc-over was switched on.
Anode overload alarm – this value indicates how many times from the day when the machine was manufactured, the maximum level of current intensity in anode circuit was exceeded and as a result how many times the protection mechanism against Anode overload was switched on.
Grid overload alarm – this value indicates how many times from the day when the machine was manufactured, the maximum level of current intensity in grid circuit during weld was exceeded and as a result how many times the protection mechanism against Grid overload was switched on.
Tube temperature alarm – this value indicates how many times since the day when the machine was manufactured, the tube thermal protection system was automatically triggered.
The parameters listed below are available only for Manufacturer’s service technicians that is why password is required in order to edit the parameters.
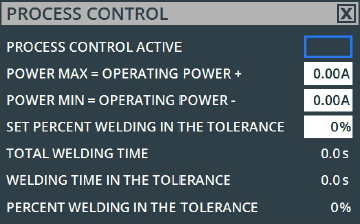
Process control active – activates
 or de-activates
or de-activates  the HF cycle control settings for the working (anode) current, during the welding process. In other words, selecting the button results in the fact that, during the welding process, the +/- tolerance range of the anode current, specified in the service window in the welding process control parameters, has been noted. The control parameters are described further in this manual.
the HF cycle control settings for the working (anode) current, during the welding process. In other words, selecting the button results in the fact that, during the welding process, the +/- tolerance range of the anode current, specified in the service window in the welding process control parameters, has been noted. The control parameters are described further in this manual. -
Power max = Operating power + – this parameter indicates the maximum value of current intensity which can exceed the value of Operating power limit in order to initiate the automatic procedure of anode current descending procedure performed by the output capacitor (parameter expressed in ampere values within the range from 0 to 1A).
Power min = Operating power - … – This parameter is only used for controlling the welding process and for determining the lower range of current tolerance
-
Press delay time – this value indicates the amount of time which elapses since the moment the lower limit switch (indicated the lower position of the electrode) is triggered to the moment the electrode is pressed against the material with full strength.
Set % welding in the tolerance: – this parameter specifies the percentage value of the time for which the current is required to be within tolerance. When the prescribed percentage threshold has not been reached, an alarm will be displayed on the HMI panel indicating that the welding parameters have not been reached: #A013 WELDING PARAMETERS NOT REACHED. In the statistics, the Cycle Status column will show 0 for the cycle currently being performed.
Total welding time [s]: - this parameter shows the total time taken up by the last weld.
Welding time in the tolerance [s]: - This parameter shows the time of the last weld; however, it is only counted for the current within the tolerance range +/- (Power max/min) prescribed in the above parameters.
-
Percentage of welding in the tolerance [%] – This parameter shows the percentage of time during which the current was within the tolerance range +/- during the entire cycle which was recently carried out on the machine. In the event of an alarm, it is possible to quickly diagnose what% of the welding time was achieved for the above-mentioned parameters.
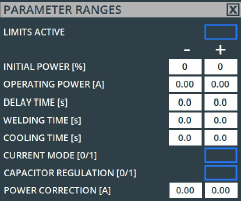
 Change limits for the process parameter are calculated based on the recipe originally loaded from the recipe database.
Change limits for the process parameter are calculated based on the recipe originally loaded from the recipe database.  or de-activates
or de-activates  the limits in the parameters’ edition for the operator
the limits in the parameters’ edition for the operator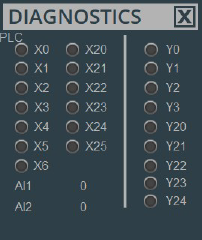
 The Diagnostics window remains active, no matter what the background panel window says. Thanks to this, it is possible to observe the status of the controller’s inputs/outputs, for example during a cycle from the level of the main window. To turn off the window, press the X button in the top right corner of the window.
The Diagnostics window remains active, no matter what the background panel window says. Thanks to this, it is possible to observe the status of the controller’s inputs/outputs, for example during a cycle from the level of the main window. To turn off the window, press the X button in the top right corner of the window.  Alarm messages are usually saved in language selected in the service menu.
Alarm messages are usually saved in language selected in the service menu. 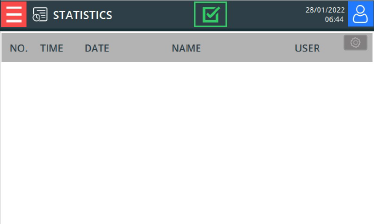
Time – time the record was taken
Operating power [A] – value of the parameter used in the process
Capacitor regulation [0/1] – value of the parameter used in the process
- the Current Mode parameter was set to 0 - the average is counted from the moment that the high frequency was switched on
- the Current Mode parameter is set to 1 - the average is counted from the moment that the set value of the working current was obtained;
Cycle counter - value shown on the cycle counter from the first start-up of the machine
OPERATOR LOGGING IN
The touch panel can be secured against unauthorised access. To enable or disable the user login function, go to the service window and then click on the area, marked in red below:

The following window will open:
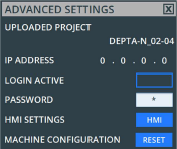
Active log in – button  activates or
activates or  de-activates the logging process. In order to switch between functionalities, the password 21369 should be entered.
de-activates the logging process. In order to switch between functionalities, the password 21369 should be entered.
Listed below are the messages that appear on the machine, depending on whether the user is logging in, adding a new user, deleting a user, changing user permissions, or changing a password.
- Success! (may appear when logging in, adding new users, deleting users, changing user permissions, changing password).
- Incorrect password! (can only appear when logging in).
- Account already exists! (can only appear when adding a user).
- Unacceptable characters in the password! (may appear when adding a user and changing the password).
- Unacceptable characters in the name! (can only appear when adding a user)
1.After turning the machine on, click on the "Log-in" button on the touch panel window 
2. A contextual window for logging-in will open.
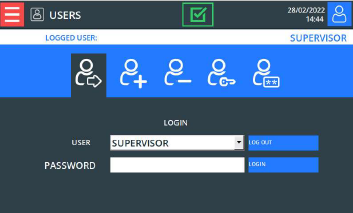
3. Select an appropriate user from the drop-down list.
4. Enter the appropriate password and then confirm it with the enter button on the keyboard.
5. Press the Log-in button.
6. An appropriate message will appear on the screen.
 After the machine is switched off, the user is logged out automatically.
After the machine is switched off, the user is logged out automatically.
CREATING NEW USERS
1. Log in as a user who has the user management authority.
2. Select icon 
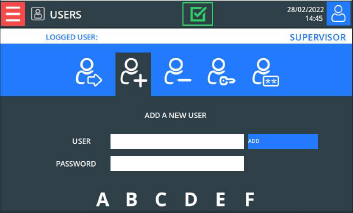
3. Enter the name of a user in the user field (letters and numbers)
4. Enter the password in the password field (letters and numbers)
5. Select the level of rights that the user-to-be-created should have.
A – basic work on the machine
B – unassigned
C – recipe editing
D – unassigned
E – unassigned
F – service parameters, user management
6. Select Add button.
7. An appropriate message will appear on the screen.
DELETING USERS
1. Log in as a user who has the user management authority.
2. Select icon 
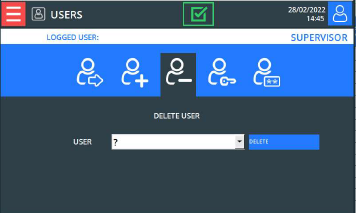
3. Select an appropriate user from the drop-down list.
4. Press delete button.
5. An appropriate message will appear on the screen.
CHANGING THE PERMISSIONS ASSIGNED TO THE USER.
1. Log in as a user who has the user management authority.
2. Select icon 

3. Select an appropriate user from the drop-down list
4. Select or de-select the authorisation level for a given user.
5. Press Change.
6. An appropriate message will appear on the screen.
CHANGING THE PASSWORD
1. Log in. The operator can only change his own password; however, a supervisor may change any user’s password
2. Select icon 
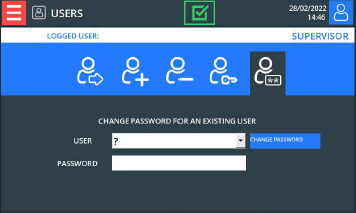
3. Select an appropriate user from the drop-down list (if logged in as supervisor).
4. Enter the New password
5. Press Change.
6. An appropriate message will appear on the screen.
FACTORY CREATED USERS AND THEIR ASSIGNED PASSWORD(S)
USER NAME - PASSWORD
OPERATOR – 33
SUPERVISOR – 11
Miller Weldmaster - INTENDED FOR MANUFACTURER'S SERVICE;
Permissions:
OPERATOR - work on the machine, the ability to select and edit recipes.
SUPERVISOR - working on the machine, selecting a recipe, editing recipes, changing parameters, adding and removing operators and changing the passwords of other users.
Data archived in the memory of the HMI touch pane
 The statistical files for operating the machine are saved directly to the external memory of the HMI panel (pen drive).
The statistical files for operating the machine are saved directly to the external memory of the HMI panel (pen drive). The following software is required for reading and converting history files and recipes on a computer with Windows operating system:
- the free, EasyBuider Pro software, which can be downloaded from the HMI panel from the manufacturer's webpage: http://www.weintek.com/ or representative in Poland http://www.multiprojekt.pl/ftp/weintek_hmi/easy_builder_pro/
- Microsoft Excel or another spreadsheet program.
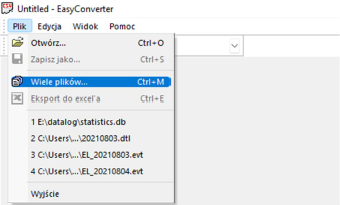
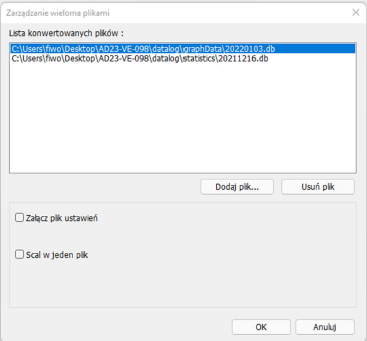
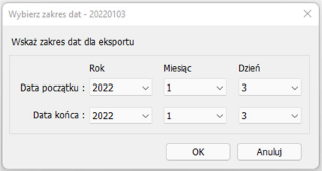
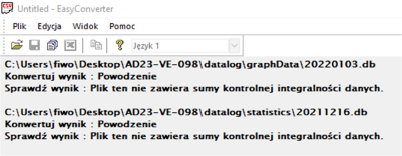
- On the computer equipped with a wireless network card, select the network with a name corresponding to the factory number of the machine as stored on its nameplate, for example: D120-XM-003.
- Enter the password corresponding to the factory number of the machine in capital letters starting from the end without hyphens, for example: 300MX021D.
- Go to the service window and then click on the area marked in red below.

- The window with advanced settings will open, in which the IP address of the HMI panel and the project, currently loaded, can be found.
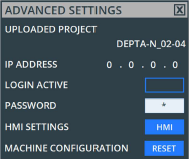
COPYING HISTORY FILES FROM THE HMI PANEL USING THE WI-FI NETWORK
- Open Windows Explorer in any folder and enter the following formula in the address bar where the IP address is located, for example: 192.168.1.50; the address read from the touch panel should be entered: ftp://uploadhis:753456@192.168.1.50/
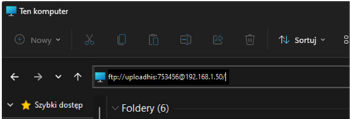
- Then click 'Enter'
- A window containing the touch panel memory will open
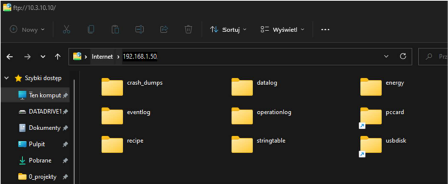
- The folder’s structure has been described in one of the following chapters. The whole content of each folder can be copied. It is also possible to copy individual files that are stored in the folders.
DATA ARCHIVED IN THE MEMORY OF THE HMI TOUCH PANEL
- Insert a USB memory device into the port of the HMI touch panel.
- A window will appear on the HMI panel screen when the Upload button should be pressed before the countdown is over.
- In the next window, select the data to be downloaded, enter the password:
- 753456, select the location /usbdisk/disk_a_1 and press the Upload button to start downloading the files.

THE STRUCTURE OF THE HISTORY AND RECIPE FILES
- „"recipe"- in the "recipe" folder there are three files: „recipe.db" "recipe_a.rcp" and "recipe.rcp". The file "recipe.db" contains recipes stored in the HMI panel. It can be used as a backup or to upload recipes to another HMI touch panel. You can also edit recipes on your computer.
- „datalog” - in the" datalog "folder there is the" graphData "folder and the" statistics "folder.
- „graphData” – in the "GraphData" folder there are files which hold records of the machine’s operating parameters. Each day the machine is operated, one file is saved with the name of the date. The following is also recorded:
- C [%] – position of the capacitor
- Ia [A] – anode current intensity
All these parameters are stored once every 0.5 seconds and only during the cycle. They are recorded in a table.
- „statistics” – in the „statistics” folder there are files with process statistics records. Each day the machine is operated, one file is saved with the name of the date. The following is also recorded:
- recipe name - name of the recipe used to execute the recorded work cycle.
- user – name of the operator logged in during the cycle.
- capa position [%] – pre-set starting position of the capacitor.
- current [A] –operating current set.
- delay time [s] –delay time set.
- weld time [s] – heating time set.
- cool time [s] – cooling time set.
- power level - power level set.
- pressure [bar] – pressure set.
- current mode – setpoint of the current mode .
- capacitor regulation – setpoint of the capacitor adjustment.
- current correction - value of the parameter used in the process.
- process control - information about active process control.
- process status - process control status, where -1 means inactive process control,
- means error - process interrupted or welding parameters not achieved, 1 means success - the welding process ran, according to the parameters set for the current.
- current status - status of current control, where -1 means inactive process control,
- means error - process interrupted or welding parameters not achieved, 1 means success - the welding process ran, according to the set parameters.
- average current - average current value during welding.
- counter – machine cycle counter.
- eventlog"- in the "eventlog" folder are files with a record of the history of alarm messages which have been displayed during operation of the machine. The history of alarm messages is stored in a file named EL_data, for example: EL_20220105. The following is also recorded:
- Event - information, where 0 indicates when the alarm message occurred and 2 which indicates when the alarm message was reset
- Category - irrelevant
- Message - the content of the alarm message
- Plug the USB memory with ripped recipes into the computer and open the Utility Manager program.
- In the upper left corner of the window, click on Select screen and select the panel model: cmt X Serie - Basic.
- In the Data Conversion tab, select the Recipe Database Editor application.
- In the application Recipe Database Editor click on Import… and select the files with copied recipes "recipe.db".
- Recipe editing window will open.
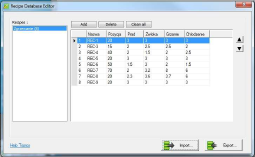
- When editing is finished, click on Export… and save the file in its previous location.
COPYING RECIPES FROM USB MEMORY:
- 1. Insert the USB stick with saved recipes into the HMI touch panel socket. The recipe file must be in the "recipe" folder exactly as it is when recipes are downloaded from the panel
- On the screen of the HMI panel, a window will appear, click on Download.
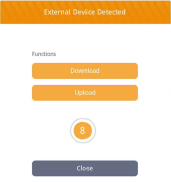
- In the next window, select Recipe database; select the location of the recipe file; enter the password: 753456 and click the Download button.
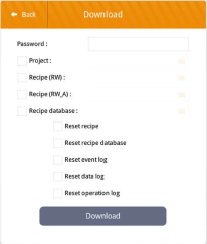
Recipes will be loaded into the memory of the HMI touch panel. Switch the machine off and then on.
6.6 Connection To Power Source
![]() UNDER NO CIRCUMSTANCES should the machine be operated by unqualified personnel. The machine operators must be familiar with the occupational safety and health rules.
UNDER NO CIRCUMSTANCES should the machine be operated by unqualified personnel. The machine operators must be familiar with the occupational safety and health rules.
Before the machine is connected to a power source the following procedures should be performed:
- make sure the machine’s working environment (machine’s and its surrounding) is clean and put in order or there are not any obstacles that may adversely influence on the machine’s standard duty cycle; and
- make sure the adequate amount of raw material (test pieces) is prepared; and
- make sure the waste bins and containers for welded products are set in the proper place but in close vicinity to the machine due to the Bayer’s requirements applying to the production cycle if any; and
- The welding electrode should be installed on a clamp (the exception of the rule is when the electrode is placed on material and then pressed by a clamp)
- make sure all shields are appropriately fixed to the machine and side doors of a switchbox are closed;
ATTENTION! Switchbox doors should be always closed even if the machine is halted.ATTENTION ! An electrode should be always mounted on the holder when it is going to be closed.- Lift the electrode to its upper position.
- Turn the MAIN SWITCH to the position 0-OFF – it means that the machine is switched off.
- Turn off the hand-operated compressed air shut-off valve (in order to implement the procedure - turn the valve to the right - OFF position)
- Put in order the working environment around the machine.
- The electricity power supply plug as well as the compressed air system one should be both unplugged in case long work stoppage (both plugs should be pulled out of the sockets).
THE ADJUSTMENT OF TABLE PARALLELITY
In case there is correcting of parallelism between the welding surface of the electrode and the surface of work table the adjustment of electrode position is recommended by using adjustment screws
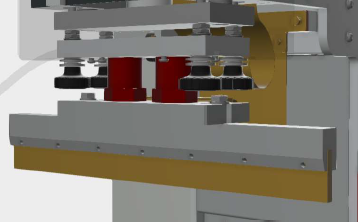
THE ADJUSTMENT OF FOOT LEVER
The forward or reverse movement of the foot lever can be adjusted by means of nuts, one of which is marked with the letter A in Fig. 32. The other nut is on the opposite side. Holes are also drilled on the foot lever on both sides to lower the foot lever if necessary.

6.7 Test and Setting Procedure
ATTENTION ! Test procedure can be performed as long as the machine was appropriately booted - see chapter 6.5.9..The test and setting procedure should be put into practice when:
- the machine has been switched on for the first time,
- the tooling replacement is needed (when the needs arises),
- the maintenance procedure is completed,
- the operators need to be acquainted with the machine’s functionality.
In order to perform the said procedure the operator should:
1. Make sure if the Ua SETTING switch, which can be found on the machine’s side, is set in 0 – OFF position.2. Arrange the material which is supposed to be welded on the work table
 ATTENTION ! Be careful not to put material on the joints of the waveguides.
ATTENTION ! Be careful not to put material on the joints of the waveguides.3. Press the foot-lever and the clamp with the electrode on the material.
 The most appropriate adjustment of height limiter should prevent the material from being “squeezed out” from under the electrode.
The most appropriate adjustment of height limiter should prevent the material from being “squeezed out” from under the electrode. 7. Lift and descend the clamp with the electrode several times in order to make sure if it moves fluently, to make sure if the electrode is parallel to the table.
 The parameters entered in the HMI panel and set with the help of POWER SETTING knob should derive from practical experience. At first, you should start with the least significant values of the set parameters and then you can gradually increase their values till the moment the most satisfactory weld quality is achieved.
The parameters entered in the HMI panel and set with the help of POWER SETTING knob should derive from practical experience. At first, you should start with the least significant values of the set parameters and then you can gradually increase their values till the moment the most satisfactory weld quality is achieved.  and
and  keys make sure the procedure of the capacitor’s position change is performed smoothly ranging from 0 to 100%. Once the check-up procedure is completed switch the capacitor’s setting mode to AUTO.
keys make sure the procedure of the capacitor’s position change is performed smoothly ranging from 0 to 100%. Once the check-up procedure is completed switch the capacitor’s setting mode to AUTO.  The permissible capacitor setting range is between 3 - 97%.
The permissible capacitor setting range is between 3 - 97%. button or enter the welding cycle parameters in the main window:
button or enter the welding cycle parameters in the main window:- INITIAL POWER
- OPERATING POWER
- DELAY TIME
- WELDING TIME
- COOLING TIME.
 When a new type of material undergoes tests, the welding cycles parameters of low values are strongly recommended to be entered into the system and then their values should be gradually increased till the most desirable effect of welding is achieved.
When a new type of material undergoes tests, the welding cycles parameters of low values are strongly recommended to be entered into the system and then their values should be gradually increased till the most desirable effect of welding is achieved.
14. Set the level of electrode pressing being used for welding process with the help of the manually operated pressure reducing valve (Fig. 8– digit 7)
15. Press on the HMI panel: HMI → Main screen → Current mode → 0 or 1
16. Press on the HMI panel: HMI → Main screen → Capacitor Regulation →
![]() Current mode 0/1 and Capacitor Regulation 0 / 1 are described in detail in the chapter 6.5.4.
Current mode 0/1 and Capacitor Regulation 0 / 1 are described in detail in the chapter 6.5.4.
17. Set Power correction value if it’s needed. This parameter is described in chapter 6.5.4.
18. Make sure an insulating pad on the worktable or on the divider made of aluminum sheet is clean - it can be neither dirty nor mechanically damaged in the spot where the electrode is pressed against the welded material.
ATTENTION! The insulating pad must be placed directly under the welded material as it is supposed to protect the operator against an electric arc formed between the welding electrode and the work table.
 ATTENTION! If the divider was covered with the insulating pad it should adhere to the table tightly - in such a way that no impurities between the divider and the worktable could be found.
ATTENTION! If the divider was covered with the insulating pad it should adhere to the table tightly - in such a way that no impurities between the divider and the worktable could be found.
 Attention! Avoid placing anything under the ground electrode. If, during the welding process, it is required to place the material to be welded under the grounding electrode, the layer under the grounding electrode should be as thin as possible.
Attention! Avoid placing anything under the ground electrode. If, during the welding process, it is required to place the material to be welded under the grounding electrode, the layer under the grounding electrode should be as thin as possible.
19. Descend the clamp with the electrode using the foot-lever. Observe whether the message  appears in the main window of the HMI panel informing that the electrode has reached the lower position.
appears in the main window of the HMI panel informing that the electrode has reached the lower position.
20. Press both START buttons simultaneously when the electrode is pressed against the material. Keep the START buttons pressed until the welding parameters set in the recipe are counted down. Releasing the buttons during the cycle stop the cycle.
 ATTENTION: In order to switch on the high frequency weld both START buttons on control stations should be pressed simultaneously. Use both hands to conduct this operation. In manual mode you must push and must not let the buttons go during the whole welding time. Any other actions undertaken to omit pressing the buttons with both hands are strictly forbidden.
ATTENTION: In order to switch on the high frequency weld both START buttons on control stations should be pressed simultaneously. Use both hands to conduct this operation. In manual mode you must push and must not let the buttons go during the whole welding time. Any other actions undertaken to omit pressing the buttons with both hands are strictly forbidden.
 ATTENTION: the welding process in the machine is indicated on the signal light column (orange light).
ATTENTION: the welding process in the machine is indicated on the signal light column (orange light).
 ATTENTION: During welding time approaching to the clamp, the electrode or the wave-guide let alone touching them with your body parts or metal objects is strictly forbidden due to the risk of electrical burn, electric arc inflammation or tooling pollution.
ATTENTION: During welding time approaching to the clamp, the electrode or the wave-guide let alone touching them with your body parts or metal objects is strictly forbidden due to the risk of electrical burn, electric arc inflammation or tooling pollution.
 ATTENTION: the EMERGENCY STOP button is designed to be pressed at any time especially when the emergency shut-down is promptly needed.
ATTENTION: the EMERGENCY STOP button is designed to be pressed at any time especially when the emergency shut-down is promptly needed.
21. Watch the indications displayed on the ammeter. ANODE CURRENT- plate current should rise in the range of green area indicated on the ammeter’s table.
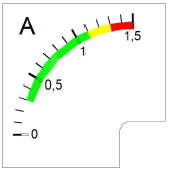
22. Use the foot-lever to pull up the electrode and check the quality of weld.
23. Check the smoothness of the weld.
24. Depending on the first weld result (welded, not welded, overheated) adequately adjust the welding parameters:
- INITIAL POWER
- OPERATING POWER
- DELAY TIME
- WELDING TIME
- COOLING TIME
- PRESSURE (adjust manually)
- POWER LEVEL (adjust manually)
- CURRENT MODE
- CAPACITOR REGULATION
- POWER CORRECTION.
25. The machine should undergo many hours of tests. It should be tested when the product is repeatable. It is strongly advisable to check the machine’s duty cycle, its functionality and ergonomics in the production line.
26. After receiving satisfactory result of welding regarding the strength and visual aesthetic write the welding parameters as a recipe: HMI → Main screen → button Save recipe  → Recipes database window → enter the new name of the recipe in the NAME column→ select button
→ Recipes database window → enter the new name of the recipe in the NAME column→ select button  . The new recipe appears in the recipe list.
. The new recipe appears in the recipe list.
6.9 Duty Cycle And Operator's Duties
1. Boot the machine due to the procedure provided in Chapter 6.7.
ATTENTION ! As soon as the booting procedure which was provided in chapter 6.7 is conducted successfully the welder will start performing its routine dutiesATTENTION ! Be careful not to put material on the joints of the waveguides. button or enter the welding cycle parameters in the main window:
button or enter the welding cycle parameters in the main window:
- Initial Power;
- Operating power;
- Delay time;
- Welding time;
- Cooling time
- Power Level
 Current mode 0/1 and Capacitor Regulation 0/1 are described in detail in the chapter 6.5.4.
Current mode 0/1 and Capacitor Regulation 0/1 are described in detail in the chapter 6.5.4.  The Current Correction parameter is used in welding processes where, in the initial phase, the Operating Current is low, followed by a very dynamic increase in current. The superimposition of the spontaneous increase in the Working Current and the regulation of the capacitor causing its increase leads to the achievement of the Working Current of an unacceptably high value. If the regulation of the output capacitor is turned off before the set value of the Operating Current is reached, the current can spontaneously reach the required value.
The Current Correction parameter is used in welding processes where, in the initial phase, the Operating Current is low, followed by a very dynamic increase in current. The superimposition of the spontaneous increase in the Working Current and the regulation of the capacitor causing its increase leads to the achievement of the Working Current of an unacceptably high value. If the regulation of the output capacitor is turned off before the set value of the Operating Current is reached, the current can spontaneously reach the required value.  Most welding processes do not require the use of Current Correction, the parameter should then be set to 0.
Most welding processes do not require the use of Current Correction, the parameter should then be set to 0.  appears in the main window of the HMI panel informing that the electrode has reached the lower position.
appears in the main window of the HMI panel informing that the electrode has reached the lower position.  ATTENTION: , It is possible to stop the HF process using the STOP button on the control station at any time.
ATTENTION: , It is possible to stop the HF process using the STOP button on the control station at any time.
 ATTENTION: In order to switch on the HF weld both START buttons on control stations should be pressed simultaneously. Use both hands to conduct this operation. In automatic mode, it is not necessary to hold the buttons down for the entire duration of the cycle. In the automatic cycle, the buttons are used only to start the welding process. Any other actions undertaken to omit pushing the buttons with both hands are strictly forbidden.
ATTENTION: In order to switch on the HF weld both START buttons on control stations should be pressed simultaneously. Use both hands to conduct this operation. In automatic mode, it is not necessary to hold the buttons down for the entire duration of the cycle. In the automatic cycle, the buttons are used only to start the welding process. Any other actions undertaken to omit pushing the buttons with both hands are strictly forbidden.
 ATTENTION: the welding process in the machine is indicated on the signal light column (orange light).
ATTENTION: the welding process in the machine is indicated on the signal light column (orange light).
 ATTENTION: During welding touching the clamp, the electrode, the wave-guide with your body parts or metal objects is strictly forbidden due to the risk of electrical burn, electric arc inflammation or tooling destruction.
ATTENTION: During welding touching the clamp, the electrode, the wave-guide with your body parts or metal objects is strictly forbidden due to the risk of electrical burn, electric arc inflammation or tooling destruction.
 ATTENTION: the EMERGENCY STOP button is designed to be pressed at any time especially when the emergency shut-down is promptly needed.
ATTENTION: the EMERGENCY STOP button is designed to be pressed at any time especially when the emergency shut-down is promptly needed. Apart from the output power, pressing force and parallel position of electrodes, another thing of major importance for the welding process is the type of base material spread on the grounded roller under the film. Avoid welding without the layer of a base material – using base material reduces the risk of electric shocks. Base material should have low dielectric loss ratio. These can be, for example, epoxy-glass sheets, polytetrafluoroethylene (Teflon), polyester (MYLAR), Presspan sheets, Resotex, Bakelite, etc. Thickness and hardness of the base material depends on the thickness of welded film. Typically, thinner base material should be used for thicker film and thicker base material – for thinner film. Thickness of the base material can range from 0.1 to 1.5 [mm] and should be selected for the given type of film and welding conditions in the course of several experiments.
ATTENTION: Welding without primer should be avoided. The use of an appropriate backing reduces the number of overvoltages on the electrode.
7.2. SELECTION OF INITIAL POWER
In order to achieve the highest possible performance and small number of rejects, adjust the power for every electrode using POWER LEVEL switch. The former element enables the adjustment of power supply of the generator, whereas the latter – the adjustment of power supplied to the electrode and emitted to the welded material. Power adjustment should be performed in the course of several experiments (according to the instructions given by the manufacturer).
When you increase the output power, observe the ammeter measuring the anode current. If it increases, it means that the welding process is being started.
Welding time should be set to such a value that the high frequency is turned off when the hand of the ammeter stops. Check the quality of welding. If the quality is insufficient, increase output power and if this does not help, increase welding time. Do not set too high output power – it can lead to damaging the products or even the base material and the electrodes.
It must be assumed as a rule that in the case of welding of hard PVC, welding time should not exceed 4 – 5 seconds. The experiments have shown that longer welding time, exceeding the aforementioned range, virtually does not have any impact on the welding quality, but significantly reduces the efficiency of the process. If the experiments you perform show that the welding operation takes longer than eight seconds, it only indicates inappropriate selection of a generator to the load or installing the electrode of too large surface. After the voltage has been cut out from the electrodes, the welded materials should cool down under the pressing unit. If the electrode is lifted too early, when the material is still mouldable, the welded material is inappropriately cooled down and is deformed. Positive influence of the electrode on the cooling process is easy to understand if you realise that although the electrode seems to be very warm, its temperature is still much lower than the temperature of welded film. As a result, the electrode can absorb heat from the welded film and cool it down quickly.
Therefore, it is necessary to let the welded material cool down under the pressing unit for 0.52 seconds. Cooling time should be selected in the course of several experiments, remembering that too long cooling time means unnecessary losses of production time
Welding of soft PVC film requires pressure of the electrodes against the welded material. Measuring of optimum pressure of electrodes could be difficult and such measurements are not really necessary in practice. In order to adjust the appropriate pressure, it is usually enough to discern any cases of incorrect welding and the look of incorrect welding, which might indicate inappropriate adjustment of pressure. Too low pressure can be indicated by the following symptoms:
- susceptibility to spark discharges occurring between two electrodes as the air, which should have been squeezed out, occurs in between two layers of foil and as a result an irregular current intensity is formed;
- occurrence of air bubbles in the seam;
- the appearance of seam strength which is small
If the pressure is particularly low, there can occur something usually called “film boiling”. When the film is welded under very low pressure, it can be deformed into a foamy product of very low resistance. Applying excessive pressure is also inappropriate, as it can make the film very thin along the place of welding and thus also result in lower resistance of the welded material. Therefore, it is recommended to follow the principle saying that the thickness of film after welding should be equal to at least half the initial thickness of both layers of film. The appearance and proper shape of characteristic leakage that is usually formed along both edges of the welded place has also significant influence on the resistance properties of the welded material. If such a leakage does not appear, it usually indicates insufficient resistance of the welded place, which can be very easily tested. The lack of the leakage after the welding process can be caused by applying too low output power or insufficient pressure. If you use electrodes with cutting edges, it is very important to position the cutting edge correctly. It is usually assumed that the cutting edge of the electrode should protrude from the welding plane by about half the thickness of welded film. In order to check the operation of the cutting edge, it is necessary to make several test welding cycles and remove the film scraps. The result of tests can be considered satisfactory when removing the film scraps along the line of welding takes no more than one cut with scissors.
8.0 Maintenance
Owing to the applied construction solutions and uncomplicated structure of the machine, both preventive and emergency maintenance and control activities are relatively simple and do not require long breaks in the operation of the machine.
The welding machine requires small amount of work connected with machine operation and maintenance, provided that appropriate conditions of use are maintained. It is necessary to regularly check the technical condition of the machine connection to the mains, particularly the condition of electrical shock protection system.
All components of the high-frequency generator, particularly all insulating elements, must be kept clean. You should thoroughly clean the interior of the output system of the generator at least once every three months. Upon such cleaning, the condition of generator components and units that directly cooperate with the generator should be checked and all the connections should be tightened.
Due to the specific properties of the machine, it is recommended that some of the aforementioned tasks are performed by authorised and properly qualified technical service personnel of the Manufacturer (it applies particularly to emergency situations). The aforementioned tasks require particular care and attention.
 ATTENTION: During the operation of the generator, its components, as well as the components of the output circuit, have the voltage up to 8 kV DC and the high-frequency voltage up to 220 V (27.12 MHz ).
ATTENTION: During the operation of the generator, its components, as well as the components of the output circuit, have the voltage up to 8 kV DC and the high-frequency voltage up to 220 V (27.12 MHz ).
 ATTENTION: The capacitors of the anode generator can hold electric charge of the voltage up to 8000 VDC even after the welding machine is disconnected from the power supply. Before touching the components of the high-frequency generator, these capacitors must always be discharged.
ATTENTION: The capacitors of the anode generator can hold electric charge of the voltage up to 8000 VDC even after the welding machine is disconnected from the power supply. Before touching the components of the high-frequency generator, these capacitors must always be discharged.
Grounding of the machine structure must be performed with particular care. Remember that the generator must never operate when the protection screens are removed, also during technical service and maintenance activities, when the safety level of the machine may be lower due to the repair being performed.
Any and all maintenance tasks and repairs require a permit of the authorised persons.
You should keep a MACHINE RECORD, including the dates and types of performed preventive activities or repairs.
During the maintenance tasks or any other required manual operations, never enter or put any body parts to the area exposed to potential and predictable hazards, in order to eliminate the risk of potential and predictable hazardous situations.
ATTENTION: Any work in within the zone of active pressing unit of the machine, ie. device replacement can be executed with special precaution measurements only by trained service team.Always wear protective clothes and anti-slip footwear, reducing the risk of falling. Always ensure that your sleeves are well tightened around your wrists or properly rolled up.
Always use working gloves when working with components with sharp edges.
The entire personnel responsible for operation and maintenance of the machine should be properly trained and instructed.
Each and every maintenance or repair operation can be performed exclusively by authorised and qualified personnel, capable of correct interpretation of defects and failures, reading installation diagrams and technical drawings, in order to ensure that all disassembly and assembly operations connected with standard maintenance procedures are performed in a professional and – most importantly - safe way.
All tasks performed in the area of operation of the pressing unit, i.e. assembly and disassembly of the electrode, performed when the power supply of the machine is on, can be carried out exclusively by the personnel properly trained in Occupational Health & Safety, including particularly the risk involved in the operation of the pressing unit.
You should also predict the potential non-standard behaviour of the machine, when the pneumatic system of the welding machine or the compressed air supply ducts are unsealed. It will result in slow automatic lowering of the pressing unit of the welding machine.
The personnel should be informed about such a risk during the training in Occupational Health & Safety.
ATTENTION: During each and every of the aforementioned operations the machine operation must be stopped.
8.2 Preventive Programme-Periodic Checks
ON THE BEGINNING OF EVERY SHIFT
- Check whether the operating area of the machine is clean and tidy;
- Visually check whether or protection screens are locked;
- Check lighting of the operating area;
- Check whether the EMERGENCY STOP button work properly;
- Check the main protection in electrical installaton;
- Check the condition of copper and brass conductive elements in the area of the electrode holder and grounding elements of side protection screens.
EVERY 100 HOURS OF MACHINE OPERATION (AT LEAST ONCE A WEEK):
- Check whether the load-bearing screws (including particularly the screws fastening the tools) are properly fastened and tightened;
- Check the condensation water level in the compressed air filter container; if there is water, empty the container; if there are large amounts of solid contaminants, disassemble and wash the container;
EVERY 500 HOURS OF MACHINE OPERATION (BUT AT LEAST EVERY TWO WEEKS)
- Check whether the anode lamp radiator is clean;
- Check the amount of solid contaminants and dust in the generator chamber; if it is necessary, clean the chamber using a vacuum cleaner or a compressed air gun;
- Check whether moving elements (including particularly the tools and guides) are clean;
- Grease moving elements – particularly the guides; if it is necessary, use solid lithium-based grease and a greaser;
- Check and test the alarm unit.
EVERY 1000 HOURS OF MACHINE OPERATION (BUT AT LEAST EVERY SIX MONTHS)
- Visually check the condition of mechanical elements;
- Tighten all screws;
- Check whether the electric shock protection measures works properly;
- Check the effectiveness of greasing of guides;
- Check the condition of the main contact elements – main contactors or other contact elements of the system, such as contactors or relays of excessively worn surfaces must be replaced.
ATTENTION: Prior to each maintenance turn off the machine using MAIN SWICH and disconnect mains power.
 ATTENTION: Prior to each maintenance turn off the machine using MAIN SWICH and disconnect mains power.
ATTENTION: Prior to each maintenance turn off the machine using MAIN SWICH and disconnect mains power.
The most important elements used in the machine, used to raise and ensure the safety of its operation are:
- open housing detectors
- easily accessible EMERGENCY STOP switch located on the control pendant which turns off the machine at any time
- a set of sensors and detectors checking the correct operation of the machine and its individual systems, connected with signaling on the operator's panel
- additional safeguards in the machine control algorithm that prevent the machine from starting in potentially dangerous situations
- he very structure of the machine ensuring maximum safety of its operation.
9.1 Basic Requirements
The issues connected with Occupational Health & Safety and the assessment of risk during the contact of a person with the machine have been described in detail in the previous chapters of this manual. As this issue is extremely important, some instructions are repeated in this section.- The machine may be used exclusively in a way appropriate for its purpose explicitly described in Item 1.
- The applied construction solutions related to safety reduce to the minimum both the non-standard behaviour of the machine and the hazards to the operators and other persons having contact with the machine, provided that the principles of safe work are observed. The machine is equipped with key switches on protection screens and EMERGENCY STOP button.
- Every new employee that has contact with the welding machine should be trained in the field of basic principles of occupational health & safety and familiarised with the types of hazards involved in the operation of the welding machine, unless the operator follows the obligatory regulations and principles.
- The personnel responsible for operation of the welding machine must have thorough knowledge of first aid in cases of electric shocks and burns. In the case of persons working with devices using electromagnetic waves of the frequency in the range of 0,1 - 300 MHz, periodic medical examinations are required.
- After the installation of the welding machine, it is necessary to measure the electromagnetic field emission and set the borders of the hazardous area.
- ATTENTION: the lamp contains rare-earth metals and rare-earth metal oxides that are highly toxic. In the event of breaking, the lamp must be disposed with utmost care and with the help of specialized services
- On the basis of the measurement results, the level of hazard and the time for which operators can remain in the hazardous area are determined in accordance with applicable standards.
- Only the operators who have appropriate approvals for working in the area exposed to electromagnetic field based on specialised medical examinations and have been properly trained in the safe operation of the devices emitting electromagnetic field can enter the hazardous zone
- The aforementioned measurements should be performed by an authorized institution. Detailed instructions concerning such measurements are specified by the applicable regulations in the country where the machine is used.
- The Recipient of the device bears full legal and financial responsibility for any events resulting from ignorance of this documentation or non-compliance with the safety rules. Reading and following their marking is ABSOLUTELY MANDATORY
- On the basis of the information contained in this documentation and the knowledge of its own product technology, the Recipient is obliged to develop a JOB MANUAL for employees operating this machine.
- Before commencing any work on the machine, each operator must read the content of this documentation and have a STATION MANUAL prepared.
- Machine operators should always wear standard work clothes, gloves, headgears and anti-slip footwear.
- The working environment of the machine, the floor and the manual holders and grips must be always clean and free of any contamination, grease or mud, in order to reduce the risk of slipping or falling to the minimum possible level.
- Never use the machine in the automatic mode of operation without the fixed or mobile protection elements. Check regularly whether all emergency switches and all other protection elements are properly mounted and function properly.
- Every operator of the machine must be instructed on the functions of the protection elements of the machine and their proper use.
- In the area surrounding the machine (about 1.5 m around the machine), there can be no items that might interfere with the operation of the machine. This area must be kept clean and have proper lighting.
- Never use the machine’s manipulators or flexible pipes as holders. Please remember that any accidental moving of the machine’s manipulator can accidentally start the machine’s operation.
- Always inform the supervisor and / or traffic personnel about any and all cases of incorrect operation of the machine.
- Any and all maintenance tasks and repairs require a permit of the authorised persons.
- You should keep a Machine Record, including the dates and types of performed preventive activities or repairs.
- During the maintenance tasks or any other required manual operations, never enter or put any body parts to the area exposed to potential and predictable hazards, in order to eliminate the risk of potential and predictable hazardous situations.
NEVER USE THE WELDING MACHINE WHEN THE PROTECTION SCREENS ARE REMOVED OR WHEN THE KEY SWITCHES ARE BLOCKED. IT PARTICULARLY APPLIES TO THE PROTECTION SCREENS OF THE GENERATOR. Those protection screens reduce the electromagnetic field emission and prevent accidental touching of the elements of the electrical circuit having power supply voltage or high voltage up to 8000 V.
- Always wear protective clothes and anti-slip footwear, reducing the risk of falling. Always ensure that your sleeves are well tightened around your wrists or properly rolled up.
- Always use working gloves when working with hot components or components with sharp edges.
- One should also remember that on those components that have not been covered behind any shield for ergonomic reasons, i.e. the electrode and the conductive components of the electrode holder, there is high-frequency voltage. NEVER TOUCH THOSE COMPONENTS DURING THE WELDING PROCESS.
- Touching those components during the welding process results in burning of the skin with high-frequency voltage. It is not, however, dangerous to life or health.
- The adopted method of power supply of the welding machine poses a potential risk of pressing or crushing limbs in the space between the pressing of the electrodes. Any and all works in the area of operation of the pressing unit, i.e. assembly and disassembly of electrodes or spreading and removing the material and scrap, which are performed when the welding machine is connected to power supply can be done exclusively by employees trained in the field of occupational health & safety, including the information on risk posed by the pressing unit.
- During operation of the machine the operator should be in area shows below
ZD-NX-4 working area (green colour)
9.3 Conditions Of Occupational Safety Of Personnel Responsible For Maintenance And Repairs Of The Welding Machine- Any and all maintenance tasks and repairs require a permit of the authorised persons.
- IT IS FORBIDDEN to carry out any service, maintenance or preventive work without disconnecting the machine from the power supply. These works require particular care. One must always remember that capacitors of the anode generator can hold electric charge of the voltage of 5000 V even after the welding machine is disconnected from the power supply network. Before touching the components of the high-frequency generator, these capacitors must always be discharged.
- IT IS FORBIDDEN to lubricate the machine during operation.
- The entire personnel responsible for operation and maintenance of the machine should be properly trained and instructed.
- During the operation of the generator, its components, as well as the components of the output circuit, have the high-frequency voltage. Grounding of the machine structure must be performed with particular care. One must also remember that the time of the generator’s operation with the protection shields removed must be reduced to the minimum.
- All repairs must be performed in accordance with the prevailing principles of repair and operation of devices by a person having an appropriate certificate issued by the appropriate Electricians’ Association (in Poland: SEP).
- Each and every maintenance or repair operation can be performed exclusively by authorised and qualified personnel, capable of correct interpretation of defects and failures and reading installation diagrams, in order to ensure that all disassembly and assembly operations connected with standard maintenance procedures are performed in a professional and – most importantly - safe way.
- During the maintenance tasks or any other required manual operations, never enter or put any body parts to the area exposed to potential and predictable hazards, in order to eliminate the risk of potential and predictable hazardous situations.
- using of the machine in any other way than as described in this Operation & Maintenance Manual
- incorrect installation, not performed in accordance with the procedures described in this manual
- inappropriate operation of the machine or its operation by personnel without appropriate training
- machine supply of inappropriate parameters
- insufficient maintenance of the machine
- unauthorized alterations or interference by persons without the required licenses, permits or training,
- using spare parts other than original ones
- any actions by any persons that are not in accordance with the principles specified in this Operation & Maintenance Manual and any warning information.
10.0 Electrical Documentation
10.1 Power Supply Parameters - Technical Data
|
Power supply |
3 x 220 VAC; 50/60 Hz |
|
Head protection |
40 A |
|
Installed capacity |
6 kVA |
|
HF power output |
4 kW |
|
Operating voltage |
24 VDC |
|
Operating frequency |
27.12 MHz |
|
Frequency stability |
+/- 0.6 % |
|
Generator lamp (metal-ceramic triode) |
7T85RB |
|
Anti-discharge circuit system |
complete ANTIFLASH with HF Filter |
10.2 List Of Electrical Devices
All components used in the machine are typical electrical components available in any specialized store. The manufacturer, when selecting these elements, in the event of their replacement, leaves the choice of the recipient, provided that the substitutes used will have the same technical parameters. The list of electrical devices includes of chapter 13.3. If you have any question, please contact manufacturer.
10.3 Electrical Installation Concept Design Drawings
NOTE: The wiring diagram is included in the appendix to this manual.
See Appendix
11.0 Pneumatic Documentation
11.1 Technical Data
|
Operating pressure |
0.4 – 0.8 MPa |
|
Compressed air consumption |
Max. 11 nl (standard) per cycle |
|
Air purity |
according to ISO8573-1:4-4-4 |
|
Filtering performance |
20 um (ISO8573-1 4-4-4) |
The pneumatic system of the welding machine performs function:
- press unit
IMPORTANT: The presence of the air treatment system installed in the machine does not free the Client from obligation to ensure the air purity conforming to Class 4-4-4 in accordance with ISO8573-1.SEE APPENDICES
12.0 General Instructions
12.1 General Instructions
The applied construction solutions and the high-quality components enable proper operation of the machine for the period of about 30 years. However, there might occur some changes in the needs of the End User or changes in the principles or standards that cannot be predicted today, which might require a disposal of the machine before the end of the aforementioned period. It also applies to replaced or repaired parts or components of the welding machine.
The End User is obliged to ensure that the disposal of the machine or its components is performed in accordance with applicable legal requirements prevailing at a given moment and in a given place.
All components of the machine are recyclable. Disposal of hazardous wastes must always be performed by specialised companies.
Types of wastes produced during the machine’s life cycle are described below in Item 12.2
12.2 Wastes
All wastes produced in the course of replacement or technical service activities, which are contaminated with grease, cannot be disposed of together with industrial wastes.- liquid or solid grease wastes
- grease remaining after greasing or maintenance of the machine
- pieces of cloth or paper saturated with substances used for cleaning of the machine components
- used spare parts of the machine, depending on the material they are made of
- generator lamp!!!.
ATTENTION: the lamp contains rare-earth metals and rare-earth metal oxides that are highly toxic. In the event of breaking, the lamp must be disposed with utmost care and with the help of specialized services.
All wastes produced in the course of replacement or technical service activities, which are contaminated with grease, cannot be disposed of together with industrial wastes. All waste generated during the production process should be segregated and stored in designated and marked places.
IT IS PROHIBITED to put wastes in garbage bins, directly dispose of them in any other way or dispose of them by standard garbage collection services.
12.3 Procedure Of Disassembling The Machine Before Disposal
-
- Position the machine so that it stands motionlessly.
- Disconnect power supply of the machine.
- Disconnect compressed air supply of the machine.
- Remove flexible plastic or rubber ducts and ensure their disposal by a specialized company.
- Disconnect and remove wires and electrical devices and ensure their disposal by a specialized company.
- Segregate steel components and components made of non-ferrous metals and ensure their disposal by a specialized company.
13.0 Appendices
13.1 Model And Serial Number Tag
Each Miller Weldmaster machines has this sticker located on the rear of the machine. It identifies the model and serial number of each welder.
It will also state the voltage and hertz required for operation.





